

你可能还喜欢

- 产品参数
- 图文介绍
- 企业简介
- 企业地址
产品参数
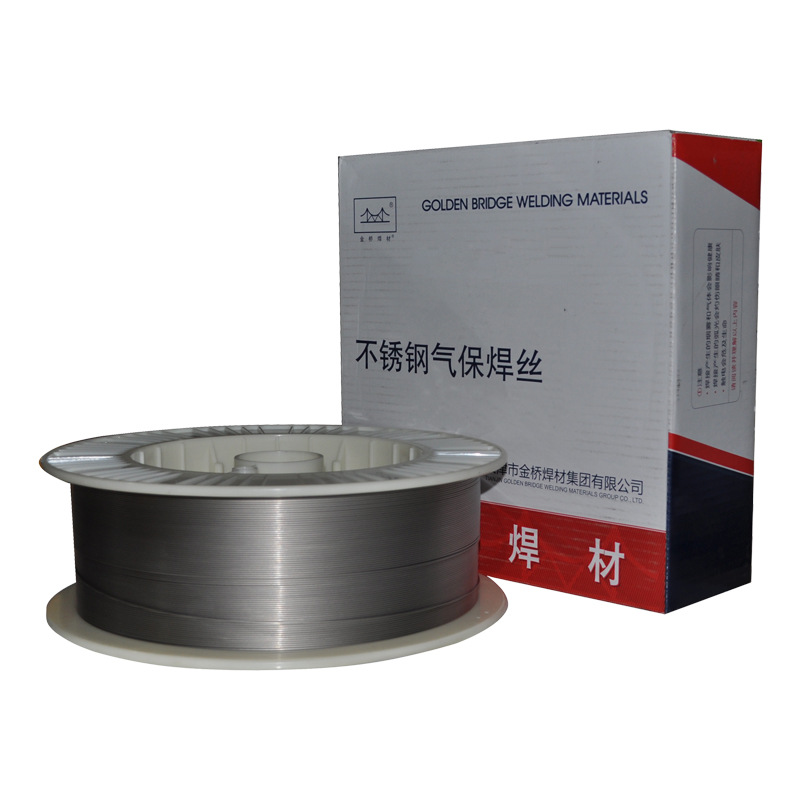
品牌
金桥
型号
ER309LSi
焊丝直径
0.8/1.0/1.2/1.6mm
类型
实芯
材质
不锈钢
产地
天津
加工定制
否
重量
15000g
用途
不锈钢焊接
适用范围
不锈钢
是否进口
否
图文介绍
JQ.H00Cr24Ni13Si
符合 GB/T 29713 S309LSi
YB/T 5092 H03Cr24Ni13Si1
AWS A5.9 ER309LSi
ISO 14343-A-G 23 12 L Si
说明:
焊丝主要成分是超低C-23Cr-13Ni,为不锈钢MIG焊丝,可全位置焊接。因添加Si,铁水流动性佳,因而成形更加美观,送丝顺畅、电弧稳定、飞溅极少。因含碳量低,耐腐蚀性能优良。
用途:
常应用于碳钢与不锈钢异种材料焊接、石油化工行业反应容器内壁栈焊过渡金属,或应用于韧性较差的马氏体、铁素体不锈钢焊接。
焊丝化学成分
|
C |
Mn |
Si |
Cr |
Ni |
Mo |
P |
S |
Cu |
保证值 |
0.030 |
1.002.50 |
0.651.00 |
23.0025.00 |
12.0014.00 |
0.75 |
0.030 |
0.030 |
0.75 |
例值 |
0.021 |
2.33 |
0.78 |
23.93 |
13.84 |
0.46 |
0.012 |
0.014 |
0.19 |
参考电流(DC+)
直径(mm) |
φ0.8 |
φ1.0 |
φ1.2 |
焊接电流(A) |
70150 |
100200 |
140220 |
注意事项:
1.保护气体:注意保护气体的纯度,混合气配比推荐Ar+13O2。
2.气体流量:2025L/min。
3.干伸长度:1525mm。
4.将焊接部位的锈层、湿气、油污、灰尘等确实除净。
5.室外施焊时,当风速大于1.5m/s应采取防风措施,须有适当的防风措施,以防发生气孔。
以上建议仅供参考,在具体操作中以现场情况为准。必要时先进行工艺评定再确定焊接方案。


企业简介

企业法人:
何江鸽
企业类型:
有限责任公司(自然人独资)
成立日期:
2016-02-29
经营状态:
在业
工商注册号:
320300000338429
社会统一信用代码:
91320300MA1MFKXJ0K
组织机构代码:
MA1MFKXJ0
注册资金:
1000.000000万人民币
经营范围:
焊接材料技术研发、销售;五金产品、金属材料、石墨及碳素制品销售。(依法须经批准的项目,经相关部门批准后方可开展经营活动)
企业地址
店铺新品
-
 625镍基焊丝825镍基焊丝¥面议
625镍基焊丝825镍基焊丝¥面议 -
 5x25x355mm气刨碳棒5x25扁碳棒¥2.00
5x25x355mm气刨碳棒5x25扁碳棒¥2.00 -
5x20x355mm气刨碳棒5x20扁碳棒¥2.00
-
5x18x355mm气刨碳棒5x18扁碳棒¥1.90
-
5x12x355mm气刨碳棒5x12扁碳棒¥1.35
-
5x15x355mm气刨碳棒5x15扁碳棒¥1.70
-
 16mm气刨碳棒16mm镀铜碳棒16mm碳棒¥5.50
16mm气刨碳棒16mm镀铜碳棒16mm碳棒¥5.50 -
13mm气刨碳棒13mm镀铜碳棒13mm碳棒¥3.30
猜你喜欢
- 产品参数
- 图文介绍
- 企业简介
- 企业地址
13395232209