




- 产品参数
- 图文介绍
- 企业简介
- 企业地址
TGF308L
说明:TGF308L为背面自保护不锈钢TGF焊丝,焊缝背面无需充氩保护,支持全位置焊接,焊接过程稳定,焊缝质量更高,背面成型好,背面焊渣易脱落。
用途:用于超低碳00Cr19Ni10或0Cr18Ni10Ti不锈钢的焊接。
TGF309L
说明:TGF309L为背面自保护不锈钢TGF焊丝,焊缝背面无需充氩保护,支持全位置焊接,焊接过程稳定,焊缝质量更高,背面成型好,背面焊渣易脱落。
用途:用于表面栈焊及复合钢板或异种钢焊接。
TGF316L
说明:TGF316L为背面自保护不锈钢TGF焊丝,焊缝背面无需充氩保护,支持全位置焊接,焊接过程稳定,焊缝质量更高,背面成型好,背面焊渣易脱落。
用途:用于焊接尿素及合成纤维设备。
TGF321
说明:TGF321为背面自保护不锈钢TGF焊丝,焊缝背面无需充氩保护,支持全位置焊接,焊接过程稳定,焊缝质量更高,背面成型好,背面焊渣易脱落。
用途:用于0Cr18Ni10Ti不锈钢的焊接。
TGF347L
标准:GAWS A5.22 E347L
说明:TGF347L为背面自保护不锈钢TGF焊丝,其焊缝金属通过添加铌来固碳,防止晶间析出碳化铬,提高了焊缝的抗晶间腐蚀能力,具有良好的力学性能。
用途:用于焊接相同类型的不锈钢及合金。
注意事项:1. 焊接处须彻底清除油污、铁锈、水份等表面杂质,以防止焊接时产生气孔、裂纹等,清理时,坡口面及周围要磨出金属光泽。
2. 为使焊缝获得良好的机械性能,焊接的保护气体建议采用纯CO2,保护气体流量以20-25L/min为优,干伸长度以15-25mm之间为宜。
3. 以上焊接方法、条件及规范的建议仅供参考,用户在将焊丝用于正式产品焊接前应根据自身焊接特点进行工艺评定。





-
 625镍基焊丝825镍基焊丝¥面议
625镍基焊丝825镍基焊丝¥面议 -
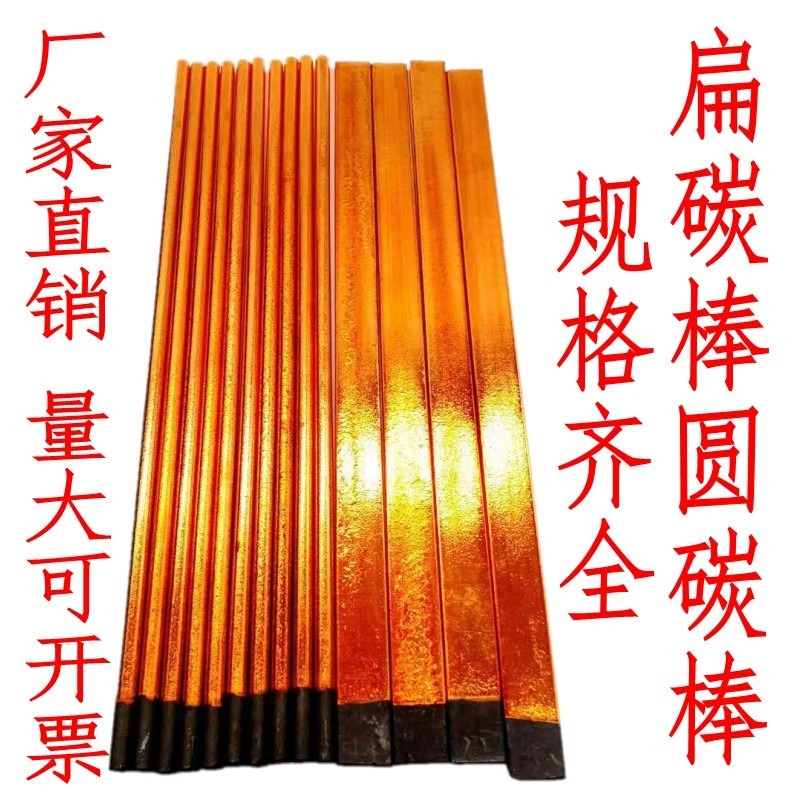 5x25x355mm气刨碳棒5x25扁碳棒¥2.00
5x25x355mm气刨碳棒5x25扁碳棒¥2.00 -
5x20x355mm气刨碳棒5x20扁碳棒¥2.00
-
5x18x355mm气刨碳棒5x18扁碳棒¥1.90
-
5x12x355mm气刨碳棒5x12扁碳棒¥1.35
-
5x15x355mm气刨碳棒5x15扁碳棒¥1.70
-
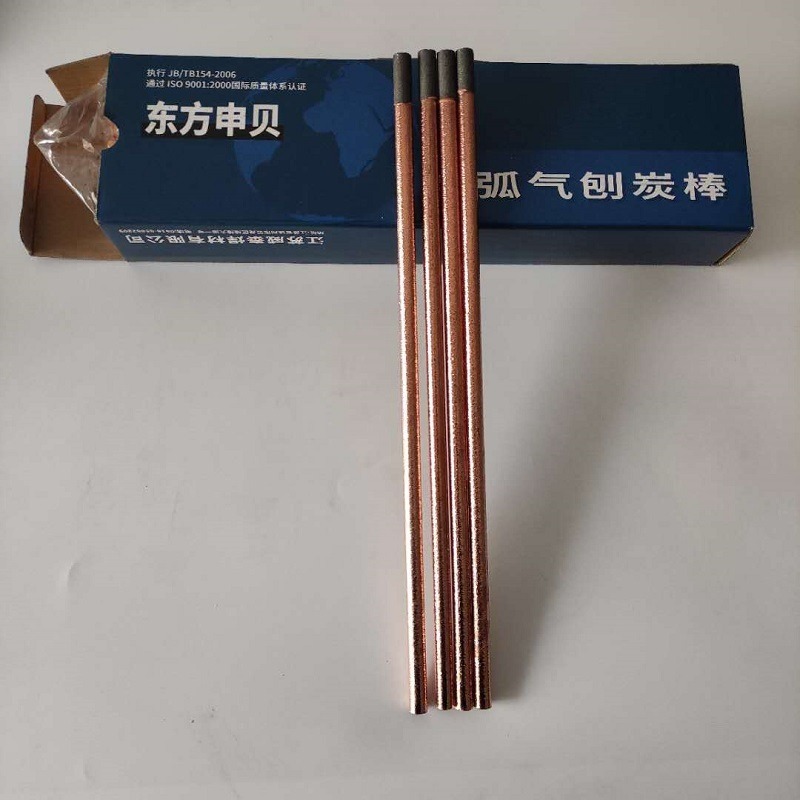 16mm气刨碳棒16mm镀铜碳棒16mm碳棒¥5.50
16mm气刨碳棒16mm镀铜碳棒16mm碳棒¥5.50 -
13mm气刨碳棒13mm镀铜碳棒13mm碳棒¥3.30
- 产品参数
- 图文介绍
- 企业简介
- 企业地址