





-
 PD3030重型数控钻床 重型龙门数控钻床 重型高速数控钻床 重型数控钻床厂家 重型数控钻床价格 数控钻床型号 华正供应
¥43.00万
PD3030重型数控钻床 重型龙门数控钻床 重型高速数控钻床 重型数控钻床厂家 重型数控钻床价格 数控钻床型号 华正供应
¥43.00万 -
 PD2525重型数控钻床 重型数控钻床铸件 重型数控钻床图片 重型数控钻床价格 重型数控钻床型号 启动力供应
¥34.00万
PD2525重型数控钻床 重型数控钻床铸件 重型数控钻床图片 重型数控钻床价格 重型数控钻床型号 启动力供应
¥34.00万 -
 HZPD2525重型数控钻床 重型钻床 重型龙门钻床 重型数控钻床厂家 重型数控钻床价格 重型数控钻床视频 华正供应
¥10.00万
HZPD2525重型数控钻床 重型钻床 重型龙门钻床 重型数控钻床厂家 重型数控钻床价格 重型数控钻床视频 华正供应
¥10.00万 -
 pd1020数控钻铣床 龙门钻铣床 钻铣床厂家 钻铣床厂 钻铣床型号 钻铣床价格 定制数控钻铣床 华正/启动力
¥7700.00
pd1020数控钻铣床 龙门钻铣床 钻铣床厂家 钻铣床厂 钻铣床型号 钻铣床价格 定制数控钻铣床 华正/启动力
¥7700.00 -
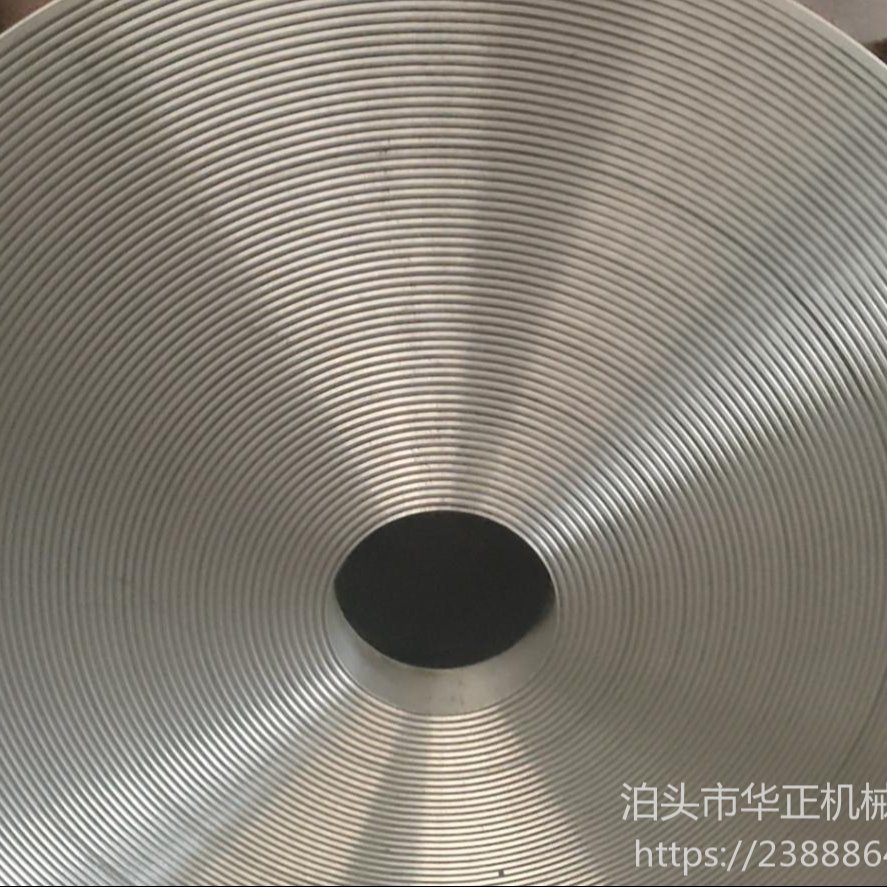
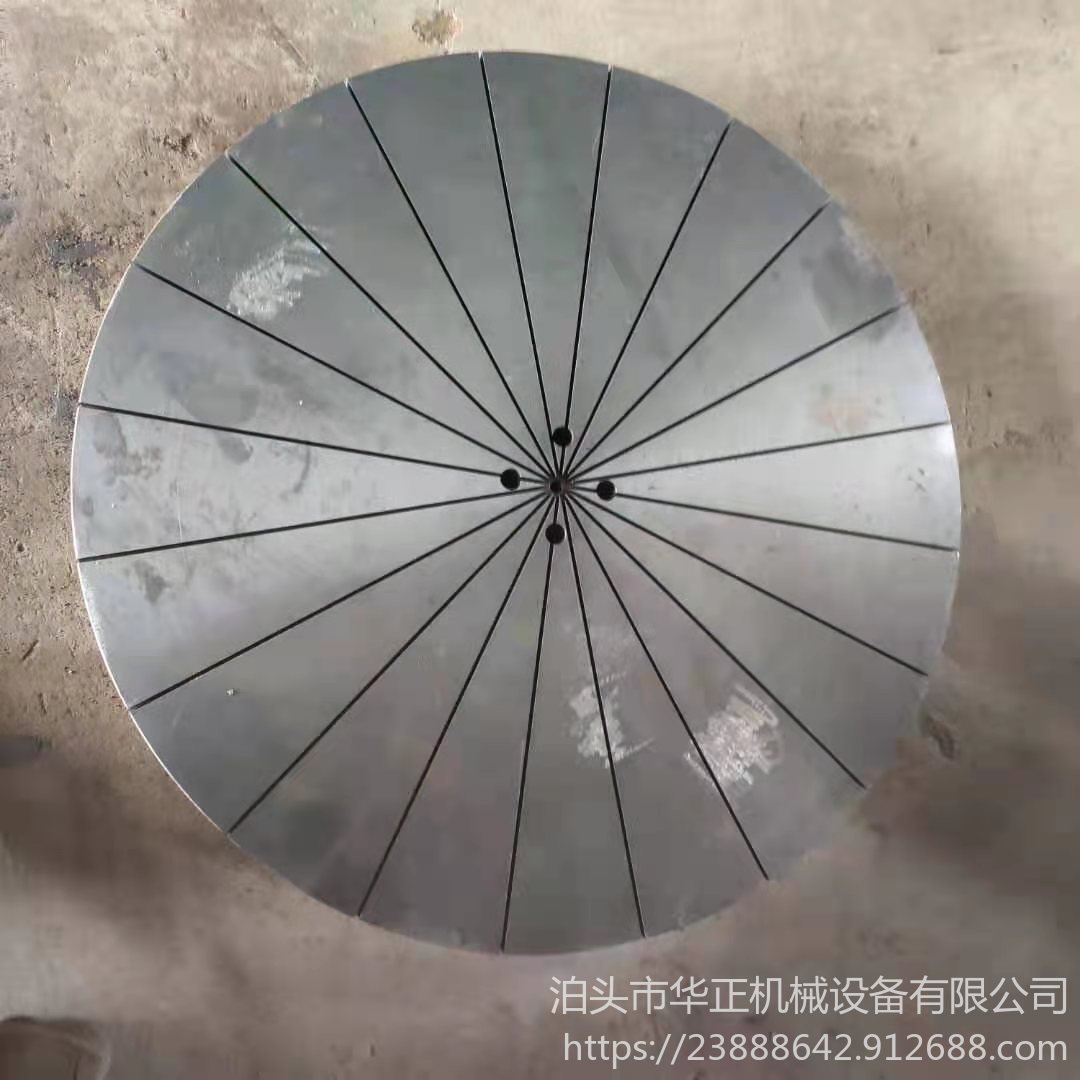
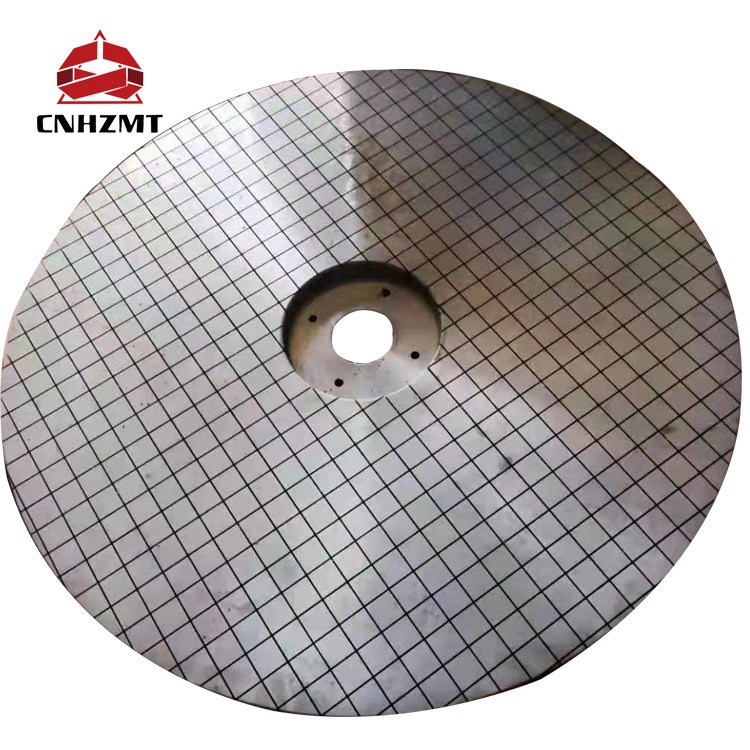 13.8B抛光盘 抛光盘厂家直销 平面抛光盘 球铁抛光盘 华正供应
¥500.00
13.8B抛光盘 抛光盘厂家直销 平面抛光盘 球铁抛光盘 华正供应
¥500.00
- 产品参数
- 图文介绍
- 企业简介
- 企业地址
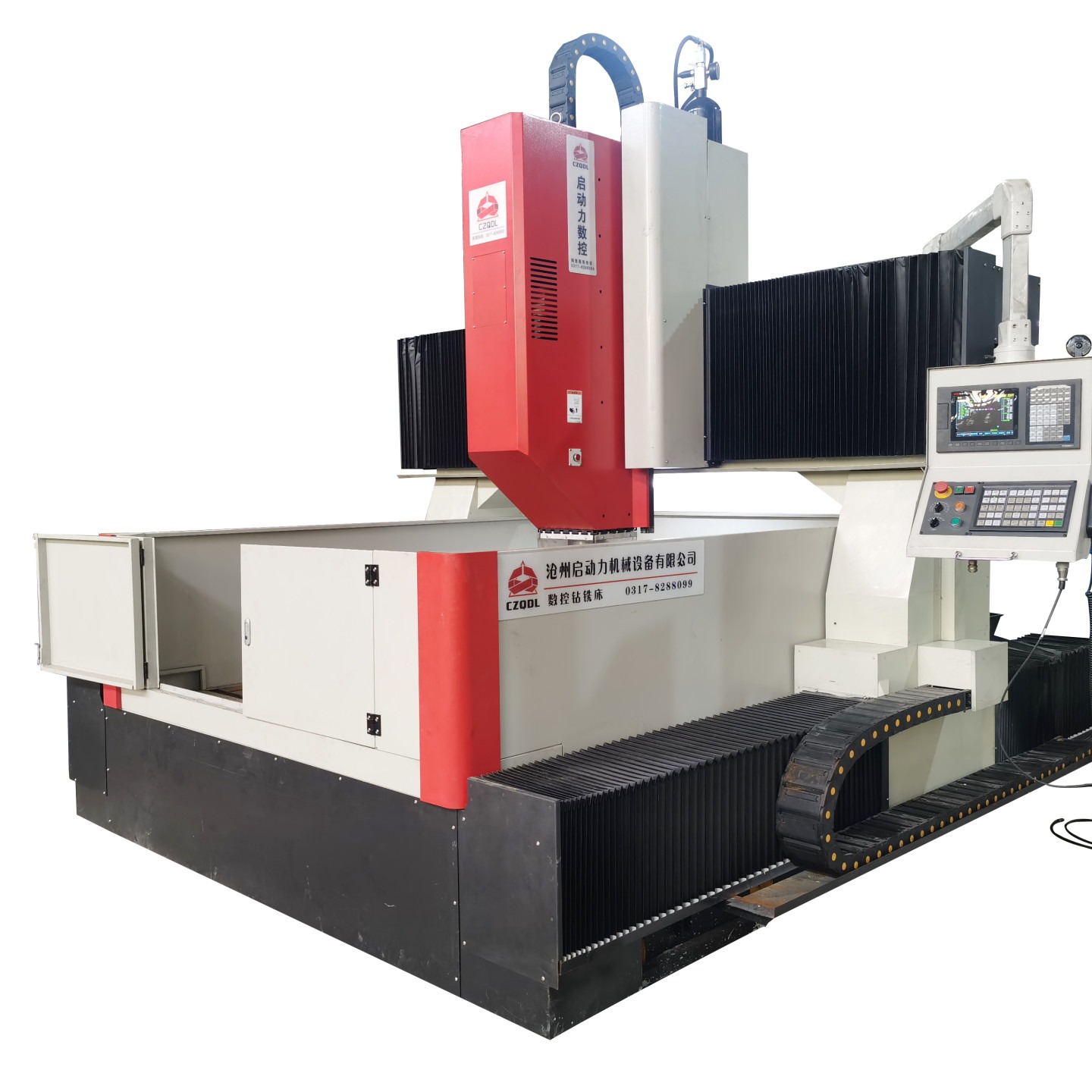
QDLHD2016高速钻床铸件的热处理
高速钻床及其床身铸件时效温度以550为宜,时效温度超过570时,会使渗碳体分解和粒化,从而导致灰铸铁力学性能急剧下降。含有Cr、Mo、Mn、V等稳定碳化物元素的低合金灰铸铁(如低镍铬合金铸铁),高速数控龙门钻铣床及其床身铸件时效温度可提高到600。高速钻床及其床身铸件,时效温度可提高到650时,时效处理效果较为理想。
时效时间t(h)计算 t=δ/25+28。其中,δ为铸件厚度(mm),28为基本时效时间,形状复杂和要求内应力消除彻底的铸件,可取较大值。高速钻床及其床身铸件内应力的消除在开始保温的前23h效果 明显,以后逐渐减弱。
操作如下:
⑴装炉。铸件一般宜在300以下装炉,结构复杂和截面相差悬殊的铸件及导热性差的高合金铸件,装炉温度不得超过100。
⑵升温速度。大件、形状复杂的铸件及高合金铸件的升温速度小于60/h,一般铸件小于120/h。
⑶保温后的冷却速度必须缓慢,以免在铸件中产生二次内应力。复杂和要求高的铸件,冷却速度应以小于30/h,随炉冷却到100以下,再出炉空冷。一般铸件以小于80/h冷速随炉冷却到200以下出炉空冷。
开机过程注意事项
1、严格按机床说明书中的开机顺序进行操作。
2、一般情况下开机过程中必须先进行回机床参考点操作,建立机床坐标系。
3、开机后让机床空运转15min以上,使机床达到平衡状态。
4、关机以后必须等待5min以上才可以进行再次开机,没有特殊情况不得随意频繁进行开机或关机操作。
四、调试过程注意事项
1、编辑、修改、调试好程序。若是首件试切必须进行空运行,确保程序正确无误。
2、按工艺要求安装、调试好夹具,并清除各定位面的铁屑和杂物。
3、按定位要求装夹好工件,确保定位正确可靠。不得在加工过程中发生工件有松动现象。
4、安装好所要用的刀具,若是加工中心,则必须使刀具在刀库上的刀位号与程序中的刀号严格一致。
5、按工件上的编程原点进行对刀,建立工件坐标系。若用多把刀具,则其余各把刀具分别进行长度补偿或刀尖位置补偿。
6、设置好刀具半径补偿。
7、确认冷却液输出通常,流量充足。
8、再次检查所建立的工件坐标系是否正确。









- 产品参数
- 图文介绍
- 企业简介
- 企业地址