




-
 不锈钢厚壁管板 压力容器法兰 昊诚管道
¥300.00
不锈钢厚壁管板 压力容器法兰 昊诚管道
¥300.00 -
 不锈钢锻制管板 换热器管板 现货供应 昊诚管道
¥300.00
不锈钢锻制管板 换热器管板 现货供应 昊诚管道
¥300.00 -
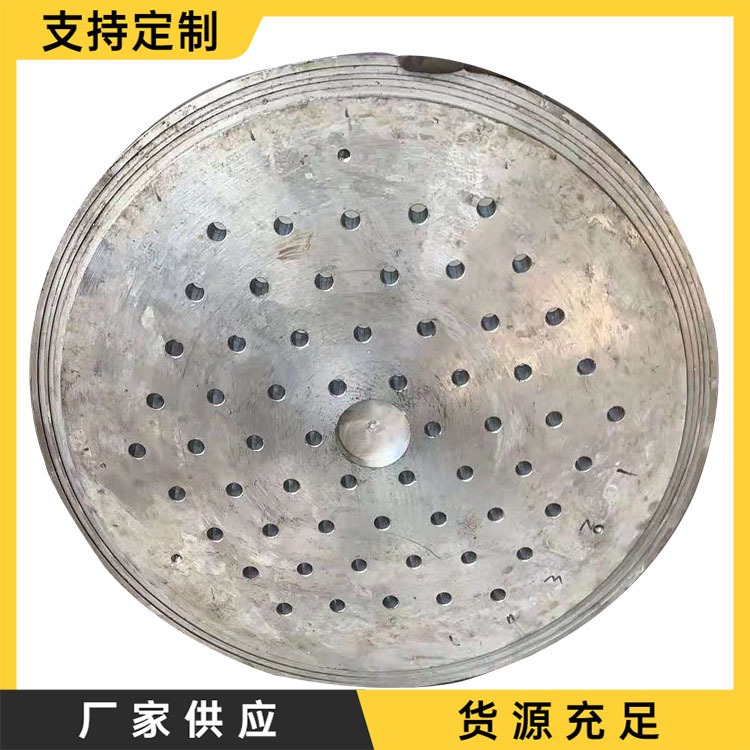 管板冷凝器 不锈钢蒸发器 打孔加工 昊诚管道
¥300.00
管板冷凝器 不锈钢蒸发器 打孔加工 昊诚管道
¥300.00 -
 大口径换热器管板 化工压力容器 焊接管件 昊诚管道
¥300.00
大口径换热器管板 化工压力容器 焊接管件 昊诚管道
¥300.00 -
 锻制管板 数控加工管板 现货充足 昊诚管道
¥300.00
锻制管板 数控加工管板 现货充足 昊诚管道
¥300.00
- 产品参数
- 图文介绍
- 企业简介
- 企业地址

昊诚供应堆焊管板 堆焊管板厂家 堆焊管板生产厂家 堆焊管板孔加工机械加工沧州昊诚管道有限公司带您先来了解下什么是管板吧。所谓的管板便是指在圆形钢板上钻出比管子外径一样略大一些的孔、将管子穿入焊住固定的一种配件。管板一般用于列管式换 热器、锅炉、压力容器、汽轮机、大型中央空调等职业。管板的材质会根据运用坏境的不同而加以挑选。管板的检测包含了孔位、孔径公差、孔内光亮度、有无毛刺等。如果是双管板的话, 就要更加重视孔位检测了。管板的常识先介绍到这了,咱们言归正传,马上来说说管板加工吧。
咱们先来说下管板孔加工:用于三、四类压力容器的管板需要比较高的精度,传统的孔加工方法是钳工划线,摇臂钻打孔。近年来,随着化工容器的大型化,管板的直径也不断增加,厚 度也逐渐加厚,管板加工也引入数控技术,现在遍及运用数控钻床引孔合作摇臂钻做孔加工。利用加工中心做高功率高精度孔加工也逐渐被一些大型企业所接受。目前大型厚重管板在核电, 海水淡化,和中央空调换热器范畴的需求呈现越来越大的趋势。 接着咱们来讲解下管板热处理加工:热处理是将金属资料放在必定的介质内加热、保温、冷却,经过改动资料外表或内部的金相组织结构,来操控其性能的一种金属热加工工艺。 管板加工方法有哪些呢? 1、传统的管板加工方法:虽然各个厂家的加工工艺略有不同,但总的来说,不外乎,先划线(因划出的线成网格状,称网格线),打样冲点,用小钻头钻小孔,再正式钻孔,若孔壁光 洁度要求高的,还要铰孔, 后倒角。剖析一下这套工序,先说划线,若是规范管板(蜂窝状)还好说,若是图形杂乱的,划线就很费事。再说钻孔,操作工人用摇臂钻钻孔,调整摇臂定 位,再落下钻头,再抬起钻头从头调整摇臂定位,钻一个孔要做好几个动作,而操作工人的劳动强度较大,功率不高。总而言之,传统的管板加工方法,精度低、费时、吃力,使得管板加工 成为整个出产过程中的一个瓶颈,一谈起管板加工,人们就直皱眉头。
2、先进的管板加工方法:其实,制约管板加工的一个 要问题是设备问题。在传统的管板加工中,摇臂钻是其 要设备。由于其手动操作特性,操作方法比较固定,很难有潜力发掘。 虽然可以用钻模等方法来提高功率,但处理不了根本问题。只有从设备上想方法,才干从根本上处理问题。国外管孔加工已遍及运用多轴数控钻床,不再运用摇臂钻,数控平面钻床可以替代 人工划线、钻孔,可以大大提高加工精度和功率。我国近几年也开始完成这类钻床的国产化,但大多数厂家的产品,床身较小(2m3m),主轴(1个或两个)不多。不能加工大型管板。不能 完全替代进口产品。因而关于要求加工精度高的大型管板(超过7m),只能到国外去加工。而进口数控机床,价格昂贵,设备周期长,不易维修,并不必定合适我国的国情。人们迫切需要国 内机床厂家出产出超大型数控钻床,以满意管板加工厂家的需要。
堆焊复合管板加工的要求: 1、堆焊前应作堆焊工艺鉴定。 2、基层资料的待堆焊面和复层资料加工后(钻孔前)的外表,应按JB4730进行外表检测,检测结果不得有裂纹、成排气孔,并应契合级缺陷显现。 3、不得选用换热管与管板焊接加桥间空隙补焊的方法进行管板堆焊。 蒸发器管板加工要求: 1、管板外表应平坦、光亮、不答应呈现夹层、裂纹等缺陷,外表粗糙度Ra值不大于1.6μm。 2、胀接的管板孔内外表不答应有贯穿的纵向和螺旋向刻痕。 3、管板孔径答应误差应契合GB151-1989中表3-11的规则。管孔外表粗糙度Ra值不大于12.5μm。 4、孔桥宽度误差应契合GB151-1989中表4-2()的规则。 数控技术加工管板的优势: 1、广泛的适应性,灵活性,可加工不同种类批次的管板; 2、按照预先编制的程序加工管板,加工管板的一致性好,重复精度高; 3、机床自身刚度号,精度高且坚持性好,有利于加工质量长时间稳定; 4、自动化,高功率,合适加工厚重型管板。 管板加工之胀管加工:把管刺进管板空着的管孔中,再把机械设备刺进管板内,从管内面加压使之扩展并紧固的一种冷加工方法。 复合管板加工要求: 1、为保证穿管的顺利进行,有必要保证管板与复层之间管孔的同心度,所以要求复层与管板全体钻孔。
2、管板的加工次序如下:首先对碳钢管板进行初加工,先加工好密封部分的衬环外表、分程隔板密封部分的矩形槽和复层的外表,然后按图焊接衬环、矩形截面不锈钢嵌条和复层不锈钢 板, 后进行全体精加工和钻孔。 拼接管板加工的处理: 1、拼接管板的对接接头应进行100射线或超声波检测,按JB4730射线检测不低于级,或超声检测中的级为合格。 2、除不锈钢外,拼接后管板应作消除应力热处理。 管板加工中检查和操控孔直径及答应误差的方法: 1、管板孔直径及答应误差应按GB15l的规则执行。 2、钻孔后应抽查不小于60°管板中心角区域内的管孔,在这一区域内答应有4%的管孔上误差比GBl5l表16表2l中的数值大0.15mm。 管板加工中外表粗糙度的要求: 1、当换热管与管板焊接衔接时,管孔外表粗糙度Ra值不大于25μm。 2、当换热管与管板胀接衔接时,管孔外表粗糙度Ra值不大于12.5μm。 管板焊接加工中腐蚀问题:处理管板与列管焊缝腐蚀的有效方法是使管板外表与水隔离,也即在金属外表涂刷一层保护层。使用举例:对新制造的换热器,直接在厂房里对管板外表喷沙 处理,达到一级规范,环境温度挑选1535,相对湿度不大于85%,用鬃刷将配好的TS406直接涂在管板外表,待 道干后再刷 道,以外表光亮平坦无气孔为合格。 管板焊接加工变形的方式:拱形变形;波浪变形。 管板焊接加工变形的原因: 1、组装与施焊的次序不妥; 2、焊接方向不正确; 3、焊接参数不合理,引起局部过热; 4、未选用适当的辅佐措施。








-
 碳钢对焊法兰 大口径碳钢法兰盘 规格多样 昊诚管道¥140.00
碳钢对焊法兰 大口径碳钢法兰盘 规格多样 昊诚管道¥140.00 -
 不锈钢高压法兰 大口径压力法兰 昊诚管道¥140.00
不锈钢高压法兰 大口径压力法兰 昊诚管道¥140.00 -
 国标法兰 不锈钢平焊法兰 大量现货 昊诚管道¥140.00
国标法兰 不锈钢平焊法兰 大量现货 昊诚管道¥140.00 -
 带颈平焊法兰 碳钢对焊法兰管件 对焊不锈钢法兰¥140.00
带颈平焊法兰 碳钢对焊法兰管件 对焊不锈钢法兰¥140.00 -
 304不锈钢法兰 高压法兰 碳钢异形法兰管件¥140.00
304不锈钢法兰 高压法兰 碳钢异形法兰管件¥140.00 -
 大口径对焊法兰 高压对焊非标法兰 规格齐全¥140.00
大口径对焊法兰 高压对焊非标法兰 规格齐全¥140.00 -
 碳钢平焊法兰 大量现货 国标不锈钢法兰 对焊法兰¥140.00
碳钢平焊法兰 大量现货 国标不锈钢法兰 对焊法兰¥140.00 -
 异形法兰 不锈钢带颈平焊法兰 不锈钢材质¥140.00
异形法兰 不锈钢带颈平焊法兰 不锈钢材质¥140.00
-
 异型法兰盲板 不锈钢带颈平焊法兰 昊诚管道
¥140.00
异型法兰盲板 不锈钢带颈平焊法兰 昊诚管道
¥140.00 -
 大口径焊接法兰 异性大口径碳钢法兰盘 昊诚管道
¥140.00
大口径焊接法兰 异性大口径碳钢法兰盘 昊诚管道
¥140.00 -
 对焊法兰 平焊法兰 直径可定制 昊诚管道
¥140.00
对焊法兰 平焊法兰 直径可定制 昊诚管道
¥140.00 -
 大口径不锈钢法兰 高压平焊法兰 规格齐全 昊诚管道
¥140.00
大口径不锈钢法兰 高压平焊法兰 规格齐全 昊诚管道
¥140.00 -
 平焊法兰 对焊大口径法兰 昊诚管道
¥140.00
平焊法兰 对焊大口径法兰 昊诚管道
¥140.00
- 产品参数
- 图文介绍
- 企业简介
- 企业地址