



-
 镀锌变径弧形钢管 钢制锥形管煨弯加工 用于光伏发电柱项目
¥1150.00
镀锌变径弧形钢管 钢制锥形管煨弯加工 用于光伏发电柱项目
¥1150.00 -
 镀锌变径管 圆锥形变径钢管159变108高度3米
¥1800.00
镀锌变径管 圆锥形变径钢管159变108高度3米
¥1800.00 -
 无缝锥形管 钢制锥形管 应用在火车站台屏锥型吊杆 长度3米变径管
¥2580.00
无缝锥形管 钢制锥形管 应用在火车站台屏锥型吊杆 长度3米变径管
¥2580.00 -
 圆锥形钢管 钢制锥型变径管219变径76高度3米 无缝变截面管道
¥2000.00
圆锥形钢管 钢制锥型变径管219变径76高度3米 无缝变截面管道
¥2000.00 -
 锥形无缝钢管 钢制变截面管道 带锥度变径钢管400变径300mm
¥1800.00
锥形无缝钢管 钢制变截面管道 带锥度变径钢管400变径300mm
¥1800.00
- 产品参数
- 图文介绍
- 企业简介
- 企业地址
钢衬弯头DN300内衬丁基橡胶_钢制弯头加丁基橡胶衬胶弯头





衬胶钢管和管件HG 21501-93行业标准规定了DN25~500mm衬胶钢管(衬胶管)和管件(弯头、三通、异径管)的尺寸、使用压力和温度、技术要求、检验和标记等。
衬胶钢管和管件HG 21501-93行业标准适用于化工、石油化工、纺织、电力、冶金等部门输送腐蚀性介质或有固体颗粒磨损的管道设计。压力范围:公称压力PN≤1.0MPa(表压);真空度≤0.08MPa。温度范围,硬橡胶板:使用温度应大于等于0℃,小于等于85℃;当真空度小于等于0.08MPa时,使用温度大于等于0℃,小于等于65℃。半硬橡胶板:使用温度应大于等于-25℃,小于等于75℃。合成橡胶板:使用温度应按产品牌号确定。
衬胶钢管和管件在进行衬胶前钢管和管件表面进行除锈处理。表面处理不合格的,不得进行衬里施工。已处理好的金属管子和管件,应去除浮灰并保持清洁,并应在处理后4小时内尽快进行 次刷浆工作。若处理好的表面在空气中暴露时间过长,表面不合格时,应重新进行处理。管子、管件在衬胶前按有关标准进行焊缝检查和水压试验,合格后才可以进行橡胶衬里施工。衬胶施工进行中间检查,检查项目如下:橡胶衬里层接缝有无漏烙、漏压和烙焦现象;检查衬里层是否存在气泡、针眼等缺陷。衬胶施工中间检查发现缺陷应及时消除,然后再进行下一道工序。橡胶衬里层的厚度一般为3mm。有特殊要求的可以在订货时说明。衬胶管和管件采用硫化罐内硫化工艺,硫化工艺条件应由橡胶板制造单位提供,也可按HGJ32附录C中表C.1、C.2硫化工艺硫化。
衬胶钢管和管件HG 21501-93行业标准的管子、管件采用法兰连接。压力等级为PN2.0MPa,复合GB9116.8突面带颈平焊钢制管法兰的规定。当端部要求和PN0.6MPa或1.0MPa级的法兰相配时,则衬胶管和管件用法兰应符合GB9119.6中PN0.6MPa突面板式平焊钢制管法兰或GB9119.7中PN1.0MPa突面板式平焊钢制管法兰的规定。
衬胶钢管和管件衬胶层不允许有脱层现象。胶层表面允许有凹陷和深度不超过0.5mm的外伤、印痕,但不得出现裂纹或海绵状气孔。管子、管件的衬胶层允许有不破的鼓泡,DN≤100mm时每处面积不大于5cm²;DN﹥100mm时每处面积不大于10cm²,凸起高度不大于2mm。鼓泡总面积不大于管子、管件总面积的1%,不允许集中在一处。法兰边沿及翻边密封面处要平整,不允许有脱层现象。用测厚仪检测衬胶层厚度,各测点的距离应尽可能大一些,检测点的数目视工件的形状及大小而定(一般检测5~10点)。衬胶制品用电火花检测仪全面检查衬里层,不得有漏电现象。检验电压为高频,电压数值按1mm胶层厚度3000伏计算确定。硬质胶或半硬质胶探头火花长度:胶层厚度为3mm时,不得短语30mm。探头行走速度为3~6m/min。检查时,胶层表面应清洁、干燥,探头不得在胶层上停留,以防止胶层被高压电击穿。管子、管件衬胶后按压力等级规定进行气密性试验,试验压力为公称压力的1.05倍,主要检查法兰面是否泄漏。气压保持10分钟以上为合格。在真空下使用的管和管件按设计规定的真空度进行抽真空试验,试验应维持1小时,试验后衬里管和管件应重复检查有无缺陷。衬胶的管子、管件有正确的外形尺寸,其允许尺寸偏差应符合标准规定。



-
 钢制锥形管 应用在火车站台屏锥型吊杆 无缝异型管¥2090.00
钢制锥形管 应用在火车站台屏锥型吊杆 无缝异型管¥2090.00 -

-

-

-
 不锈钢锥管 窑尾锥棒转弯机89变径35长度4000厚度4毫米材质310s¥1150.00
不锈钢锥管 窑尾锥棒转弯机89变径35长度4000厚度4毫米材质310s¥1150.00 -

-
-

-
钢制锥形管 应用在火车站台屏锥型吊杆 无缝异型管 长度3米变径管
¥2580.00
-
 锥形变径管 钢结构用变截面圆管 钢制锥体管273变219 锥度管
¥3000.00
锥形变径管 钢结构用变截面圆管 钢制锥体管273变219 锥度管
¥3000.00 -
 钢塑复合弯头 DN1000内外环氧树脂涂塑 钢制管件防腐
¥1008.00
钢塑复合弯头 DN1000内外环氧树脂涂塑 钢制管件防腐
¥1008.00 -
 无缝锥管 变径锥度无缝管 钢制锥体管330变径220
¥6980.00
无缝锥管 变径锥度无缝管 钢制锥体管330变径220
¥6980.00 -
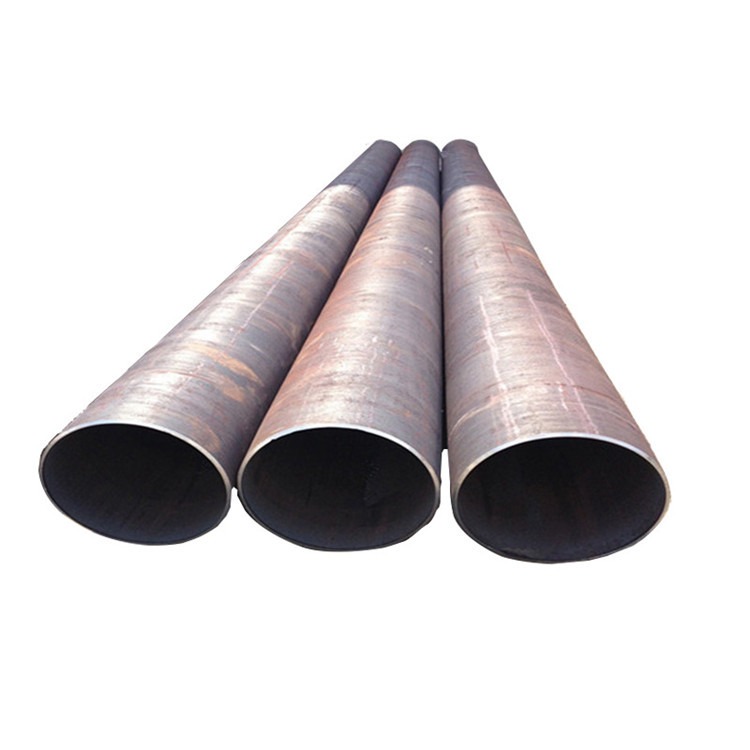
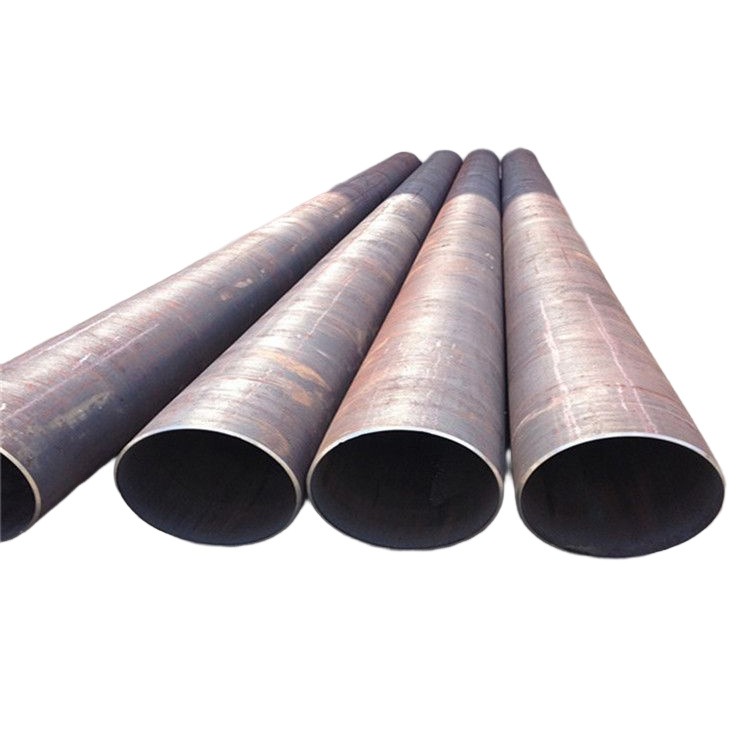
锥形管 钢制变截面管道 带锥度变径钢管
¥2090.00
- 产品参数
- 图文介绍
- 企业简介
- 企业地址