





你可能还喜欢
-
 定制新型 咨询哈夫节 500长哈夫节 沧州哈夫节
¥12.00
定制新型 咨询哈夫节 500长哈夫节 沧州哈夫节
¥12.00 -
 球磨铸铁 咨询哈夫节 500长哈夫节 沧州哈夫节
¥12.00
球磨铸铁 咨询哈夫节 500长哈夫节 沧州哈夫节
¥12.00 -
 欢迎来电 三通抢修哈夫节 快接哈夫节 河北泊头
¥12.00
欢迎来电 三通抢修哈夫节 快接哈夫节 河北泊头
¥12.00 -
 供应生产新型 堵漏器哈夫节 管道补漏器 DN300
¥12.00
供应生产新型 堵漏器哈夫节 管道补漏器 DN300
¥12.00 -
 欢迎来电 DN250哈夫节 铁管直管哈夫节 和田管道哈夫节
¥12.00
欢迎来电 DN250哈夫节 铁管直管哈夫节 和田管道哈夫节
¥12.00
- 产品参数
- 图文介绍
- 企业简介
- 企业地址
产品参数
品牌
盛圣
型号
标准 异型可定做
类型
铸铁平板
精度
1 2 3级
加工定制
否
材质
HT250
工作面硬度
HB240
图文介绍
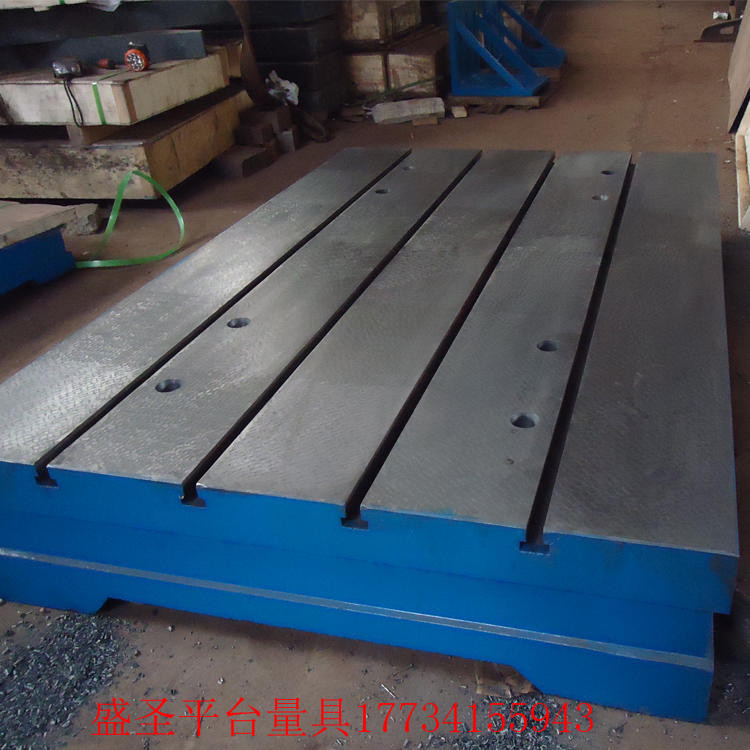
铸铁平台又称铸铁平板,可以用于检验机械零件平面度、平行度、直线度等形位公差的测量基准,也可用于精密零件的划线和测量、实验、铆焊、焊接、基础、工作台等,铸铁平台(平板)工作面采用刮研工艺,工作面可以设计圆孔、长方孔、方孔、T型槽、U型槽、V型槽等。
铸铁平台适用于工件、设备检测、划线、装配、焊接、组装、铆焊的平面基准量具,广泛应用于机械制造、化工、五金、航空航天、石油、汽车制造、仪器仪表制造等行业。

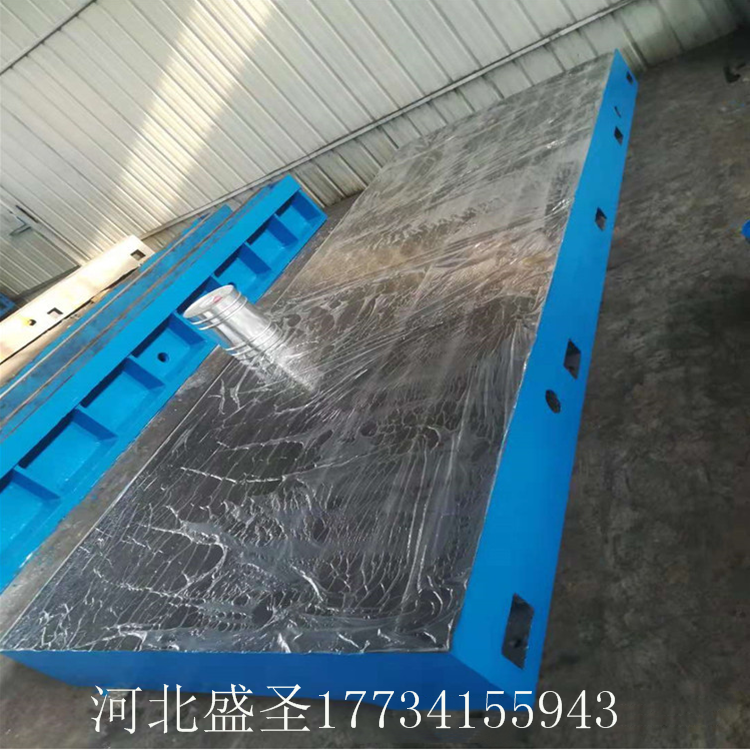
铸铁平台材质:材料为高强度铸铁HT200-250工作面硬度为HB160—210。经过两次处理(人工退火600?----700?和自然时效2---3 年),产品的精度稳定,耐磨性能好。
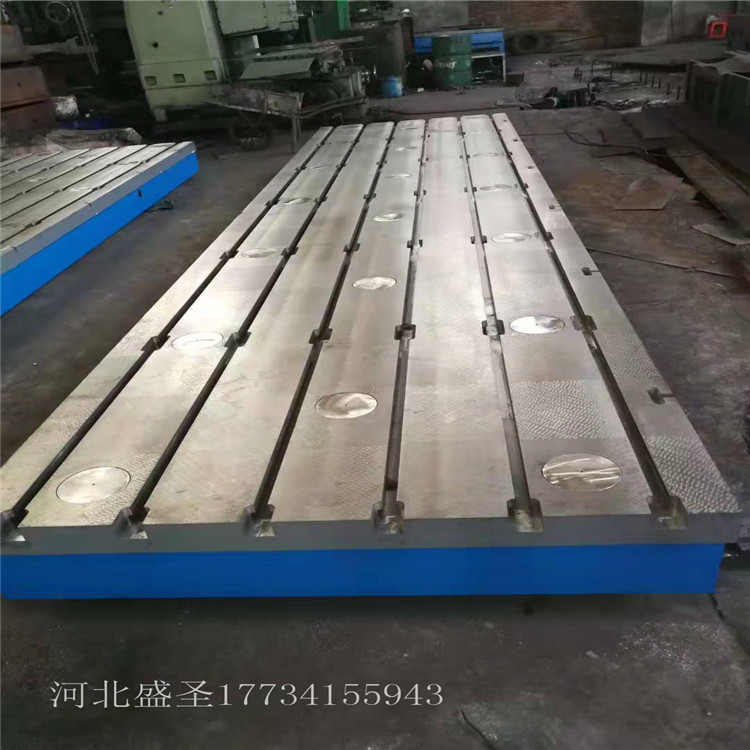
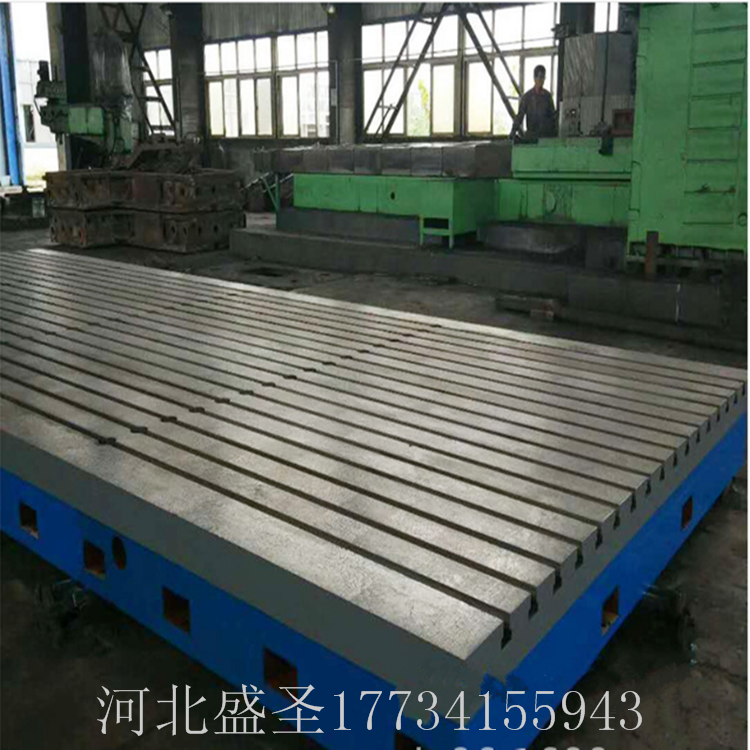
铸铁平台结构:制成筋板式和箱体式,工作面有长方形、正方形或圆形。工作面采用刮削工艺,工作面上可加工V形、T形、U形槽和圆孔、长孔等。
铸铁平台适用于各种检验工作,精密测量用的基准平面,用于机床机械测量基准,检查零件的尺寸精度或形位偏差,并作精密划线。在机械制造中也是不可缺少的基本工具。
铸铁平台按GB7947-1999标准制造。按标准计量检定规程执行,分别为0,1,2,3级四个级别。
铸铁平台规格:200mm×200mm—2000mm×4000mm(特殊规格可根据需方图纸制作或双方商定生产加工)

铸铁平台检验标准:用涂色法检验。
0级1级平板平台在每边为25㎜平方的范围内不少于25点。
2级平板平台在每边为25㎜平方的范围内不少于20点。
3级平板平台在每边为25㎜平方的范围内不少于12点。
铸铁平台工艺中的金属热处理:
铸铁平台金属热处理是机械制造中的重要工艺之一,与其它加工工艺相比,热处理一般不改变工件的形状和整体的化学成分,而是通过改变工件内部的显微组织,或改变工件表面的化学成分,赋予或改善工件的使用性能。其特点是改善工件的内在质量。
为使金属工件具有所需要的力学性能、物理性能和化学性能,除合理选用材料和各种成形工艺外,热处理工艺往往是不可或缺的。钢铁是机械工业中应用广的材料,钢铁显微组织复杂,可以通过热处理予以控制,所以钢铁的热处理是金属热处理的主要内容。另外,铝、铜、镁、钛等及其合金也都可以通过热处理改变其力学、物理和化学性能,以获得不同的使用性能。
整体热处理是对工件整体加热,然后以适当的速度冷却,以改变其整体力学性能的金属热处理工艺。钢铁整体热处理大致有退火、正火、淬火和回火四种基本工艺。

铸铁平台的特点:
1、铸铁平台使用磨损后,可以重新修刮恢复其精度。
2、铸铁平台可用涂色法检验零件平面度,具有准确、直观、方便的优点。在经过刮研的铸铁平台上推动表座、工件比较顺畅,无发涩感觉,方便了测量,保证了测量准确度。
铸铁平台的日常养护:
1、为了防止铸铁平台发生的变形,在吊装铸铁平板时,要用四根同样长度的钢丝绳同时挂住铸铁平板上得四个起重孔,将铸铁平板平稳吊装在运输工具上。
2、将铸铁平台支承点垫好、垫平,保证每个支撑点受力均匀,保证整个铸铁平板平稳。
3、铸铁平台安装时将铸铁平板的各个支撑点用调整垫铁垫好、垫实,由专业技术人员将铸铁平板调整至合格精度。
4、铸铁平台使用时要轻拿轻放工件,不要在铸铁平板上挪动比较粗糙的工件,以免对铸铁平板工作面造成磕碰、划伤等损坏。
5、为了防止铸铁平台整体变形,使用完毕后,要将工件从铸铁平板上拿下来,避免工件长时间对铸铁平板重压造成铸铁平板的变形。
6、铸铁平台不用时要及时将工作面洗净,然后涂上一层防锈油,并用防锈纸盖上,用铸铁平板的外包装将铸铁平板盖好,以防止平时不注意造成对铸铁平板工作面的损伤。
7、铸铁平台应安装在通风、干燥的环境中,并远离热源、有腐蚀的气体、有腐蚀的液体。
8、铸铁平台按标准实行定期周检,检定周期根据具体情况可为6-12个月。
铸铁平台一定要有的平面度,要想有的平面度具备一以下几个条件:
1、厚度要求:主要包括平台上工作面厚度,侧围厚度和高度,以及底面筋板的厚度、高度和密度。
2、材质要求:高强度铸铁HT200-300,硬度:HB170-240。
3、人工退火:在回火窑经过600-700度高温退火时效处理。
4、自然时效:按国标标准应该是2-3年自然时效,由于此工序时间太长,企业受资金周转影响已不可能等待那么长时间,多以激振器通过振动时效代替。虽然这种工艺的效果尚未明确,但在上已普遍使用。
5、沙眼与气孔:0级与1级平台不允许有气孔与沙眼,2级和3级可以用与平台同材质固体填充气孔沙眼。注意:填充物的的硬度一定要低于平台本身的硬度。 ?
6、铲刮工艺:人工铲刮在铸铁平台加工过程中是重要的工艺,它决定了铸铁平台的平面度误差大小,以及工作面的可接触点数。0级板平台在每边为25㎜平方的范围内不少于25点;1级平台在每边为25㎜平方的范围内不少于20点;2级平板平台在每边为25㎜平方的范围内不少于16点;3级平板平台在每边为25㎜平方的范围内不少于12点。铲刮完成后平台四个边棱倒钝。
7、清砂与涂漆:平台底面清砂要彻底,干净且喷涂红色防锈漆。侧面要平整后再涂漆,一般涂篮漆或绿漆。
8、包装要求:主要是木质包装,尽量选用厚质木材覆盖平台上工作面,时做全封闭包装。包装前平台工作面防锈措施一定要做好。
9、运输要求、在平台装车后,检查是否有悬空,如有悬空要垫实,避免振动。平台不要摞放过高以免挤压变形。
10、配件选择:主要是支架选择,支架用材为壁厚1.5-2mm的方钢和角铁,焊接密度和结构要合理,调节螺栓要旋转通畅。
11、安装调试:一般先用用框式水平仪调平,在用光学合像水平仪或电子合像水平仪再进行一次平面度误差测量,如有问题可要求平台生产商来现场铲刮修复。
12、正确使用:铸铁平台在调试完成后即可使用,室温控制在20±5℃使,在台面上检测工件要轻放轻挪,不要集中使用一个区域,尽量均匀使用整个铸铁平台的有效面积。
铸铁平台适用于工件、设备检测、划线、装配、焊接、组装、铆焊的平面基准量具,广泛应用于机械制造、化工、五金、航空航天、石油、汽车制造、仪器仪表制造等行业。
铸铁平台材质:材料为高强度铸铁HT200-250工作面硬度为HB160—210。经过两次处理(人工退火600?----700?和自然时效2---3 年),产品的精度稳定,耐磨性能好。
铸铁平台结构:制成筋板式和箱体式,工作面有长方形、正方形或圆形。工作面采用刮削工艺,工作面上可加工V形、T形、U形槽和圆孔、长孔等。
铸铁平台适用于各种检验工作,精密测量用的基准平面,用于机床机械测量基准,检查零件的尺寸精度或形位偏差,并作精密划线。在机械制造中也是不可缺少的基本工具。
铸铁平台按GB7947-1999标准制造。按标准计量检定规程执行,分别为0,1,2,3级四个级别。
铸铁平台规格:200mm×200mm—2000mm×4000mm(特殊规格可根据需方图纸制作或双方商定生产加工)
铸铁平台检验标准:用涂色法检验。
0级1级平板平台在每边为25㎜平方的范围内不少于25点。
2级平板平台在每边为25㎜平方的范围内不少于20点。
3级平板平台在每边为25㎜平方的范围内不少于12点。
铸铁平台工艺中的金属热处理:
铸铁平台金属热处理是机械制造中的重要工艺之一,与其它加工工艺相比,热处理一般不改变工件的形状和整体的化学成分,而是通过改变工件内部的显微组织,或改变工件表面的化学成分,赋予或改善工件的使用性能。其特点是改善工件的内在质量。
为使金属工件具有所需要的力学性能、物理性能和化学性能,除合理选用材料和各种成形工艺外,热处理工艺往往是不可或缺的。钢铁是机械工业中应用广的材料,钢铁显微组织复杂,可以通过热处理予以控制,所以钢铁的热处理是金属热处理的主要内容。另外,铝、铜、镁、钛等及其合金也都可以通过热处理改变其力学、物理和化学性能,以获得不同的使用性能。
整体热处理是对工件整体加热,然后以适当的速度冷却,以改变其整体力学性能的金属热处理工艺。钢铁整体热处理大致有退火、正火、淬火和回火四种基本工艺。
铸铁平台的特点:
1、铸铁平台使用磨损后,可以重新修刮恢复其精度。
2、铸铁平台可用涂色法检验零件平面度,具有准确、直观、方便的优点。在经过刮研的铸铁平台上推动表座、工件比较顺畅,无发涩感觉,方便了测量,保证了测量准确度。
铸铁平台的日常养护:
1、为了防止铸铁平台发生的变形,在吊装铸铁平板时,要用四根同样长度的钢丝绳同时挂住铸铁平板上得四个起重孔,将铸铁平板平稳吊装在运输工具上。
2、将铸铁平台支承点垫好、垫平,保证每个支撑点受力均匀,保证整个铸铁平板平稳。
3、铸铁平台安装时将铸铁平板的各个支撑点用调整垫铁垫好、垫实,由专业技术人员将铸铁平板调整至合格精度。
4、铸铁平台使用时要轻拿轻放工件,不要在铸铁平板上挪动比较粗糙的工件,以免对铸铁平板工作面造成磕碰、划伤等损坏。
5、为了防止铸铁平台整体变形,使用完毕后,要将工件从铸铁平板上拿下来,避免工件长时间对铸铁平板重压造成铸铁平板的变形。
6、铸铁平台不用时要及时将工作面洗净,然后涂上一层防锈油,并用防锈纸盖上,用铸铁平板的外包装将铸铁平板盖好,以防止平时不注意造成对铸铁平板工作面的损伤。
7、铸铁平台应安装在通风、干燥的环境中,并远离热源、有腐蚀的气体、有腐蚀的液体。
8、铸铁平台按标准实行定期周检,检定周期根据具体情况可为6-12个月。
铸铁平台一定要有的平面度,要想有的平面度具备一以下几个条件:
1、厚度要求:主要包括平台上工作面厚度,侧围厚度和高度,以及底面筋板的厚度、高度和密度。
2、材质要求:高强度铸铁HT200-300,硬度:HB170-240。
3、人工退火:在回火窑经过600-700度高温退火时效处理。
4、自然时效:按国标标准应该是2-3年自然时效,由于此工序时间太长,企业受资金周转影响已不可能等待那么长时间,多以激振器通过振动时效代替。虽然这种工艺的效果尚未明确,但在上已普遍使用。
5、沙眼与气孔:0级与1级平台不允许有气孔与沙眼,2级和3级可以用与平台同材质固体填充气孔沙眼。注意:填充物的的硬度一定要低于平台本身的硬度。 ?
6、铲刮工艺:人工铲刮在铸铁平台加工过程中是重要的工艺,它决定了铸铁平台的平面度误差大小,以及工作面的可接触点数。0级板平台在每边为25㎜平方的范围内不少于25点;1级平台在每边为25㎜平方的范围内不少于20点;2级平板平台在每边为25㎜平方的范围内不少于16点;3级平板平台在每边为25㎜平方的范围内不少于12点。铲刮完成后平台四个边棱倒钝。
7、清砂与涂漆:平台底面清砂要彻底,干净且喷涂红色防锈漆。侧面要平整后再涂漆,一般涂篮漆或绿漆。
8、包装要求:主要是木质包装,尽量选用厚质木材覆盖平台上工作面,时做全封闭包装。包装前平台工作面防锈措施一定要做好。
9、运输要求、在平台装车后,检查是否有悬空,如有悬空要垫实,避免振动。平台不要摞放过高以免挤压变形。
10、配件选择:主要是支架选择,支架用材为壁厚1.5-2mm的方钢和角铁,焊接密度和结构要合理,调节螺栓要旋转通畅。
11、安装调试:一般先用用框式水平仪调平,在用光学合像水平仪或电子合像水平仪再进行一次平面度误差测量,如有问题可要求平台生产商来现场铲刮修复。
12、正确使用:铸铁平台在调试完成后即可使用,室温控制在20±5℃使,在台面上检测工件要轻放轻挪,不要集中使用一个区域,尽量均匀使用整个铸铁平台的有效面积。
企业简介
企业法人:
卢艳霞
企业类型:
有限责任公司(自然人独资)
成立日期:
2016-03-16
经营状态:
存续
工商注册号:
130981000051473
社会统一信用代码:
91130981MA07NUKR9K
组织机构代码:
MA07NUKR9
注册资金:
300.000000万人民币
经营范围:
环境保护专用设备制造。环保设备及配件、脱硫脱硝设备、消防设备、污水处理设备、机床及附件、平板、量具、阀门、哈夫节生产、销售;铸件销售;机械加工**(依法须经批准的项目,经相关部门批准后方可开展经营活动;一般经营项目,可依法自主开展经营活动)
企业地址
店铺新品
-

-
 新款DN50 直管哈夫节 200长直口哈夫节 来图定制¥12.00
新款DN50 直管哈夫节 200长直口哈夫节 来图定制¥12.00 -

-

-
厂家批发喷漆 三通抢修哈夫节 快接哈夫节 河北泊头¥12.00
-
球磨铸铁 堵漏器哈夫节 管道补漏器 DN300¥12.00
-
定制新型 三通抢修哈夫节 快接哈夫节 河北泊头¥12.00
-
 各种型号 三通抢修哈夫节 快接哈夫节 河北泊头¥12.00
各种型号 三通抢修哈夫节 快接哈夫节 河北泊头¥12.00
猜你喜欢
-
 厂家批发喷漆 DN250哈夫节 铁管直管哈夫节 和田管道哈夫节
¥12.00
厂家批发喷漆 DN250哈夫节 铁管直管哈夫节 和田管道哈夫节
¥12.00 -
新款DN50 三通抢修哈夫节 快接哈夫节 河北泊头
¥12.00
-
定制新型 直管哈夫节 200长直口哈夫节 来图定制
¥12.00
-
 厂家批发喷漆 咨询哈夫节 500长哈夫节 沧州哈夫节
¥12.00
厂家批发喷漆 咨询哈夫节 500长哈夫节 沧州哈夫节
¥12.00 -
大量库存DN80 三通抢修哈夫节 快接哈夫节 河北泊头
¥12.00
- 产品参数
- 图文介绍
- 企业简介
- 企业地址
17734155943