



-
 国标矿用高压电缆UGF 10KV3*35+1*25
¥5.00
国标矿用高压电缆UGF 10KV3*35+1*25
¥5.00 -
 MYQ 6*1.5矿用轻型橡套软电缆
¥1.00
MYQ 6*1.5矿用轻型橡套软电缆
¥1.00 -
 MCPT煤矿用采煤机屏蔽橡套软电缆3.3KV3*150+1*50
¥56.00
MCPT煤矿用采煤机屏蔽橡套软电缆3.3KV3*150+1*50
¥56.00 -
 采煤机屏蔽橡套电缆mcp-0.66/1.14KV3*35+1*25+4*4
¥10.00
采煤机屏蔽橡套电缆mcp-0.66/1.14KV3*35+1*25+4*4
¥10.00 -
 高压橡套软电缆UGFP-10KV3*70+1*35
¥10.00
高压橡套软电缆UGFP-10KV3*70+1*35
¥10.00
- 产品参数
- 图文介绍
- 企业简介
- 企业地址
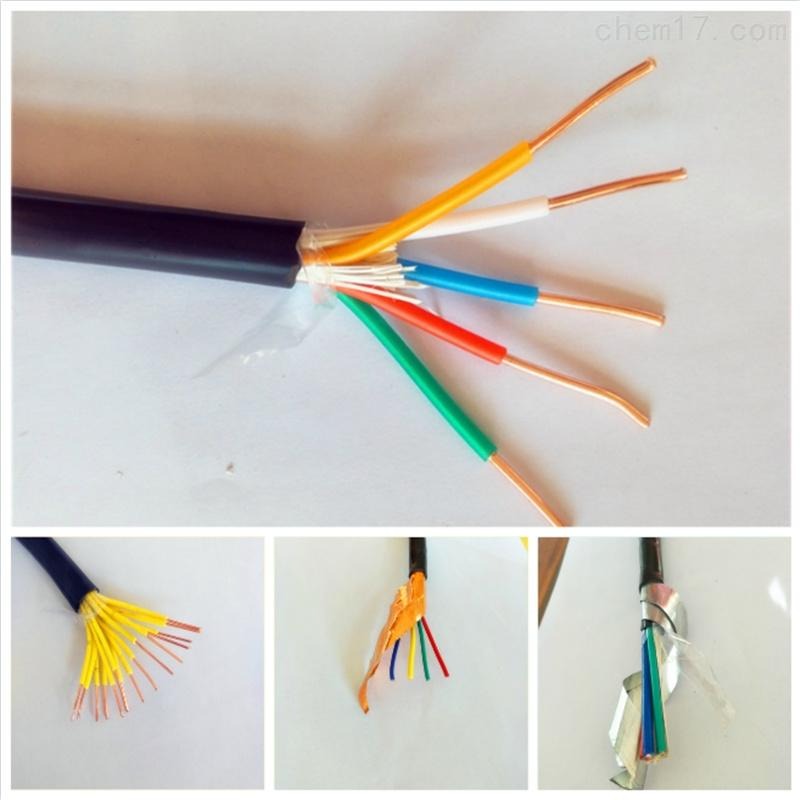
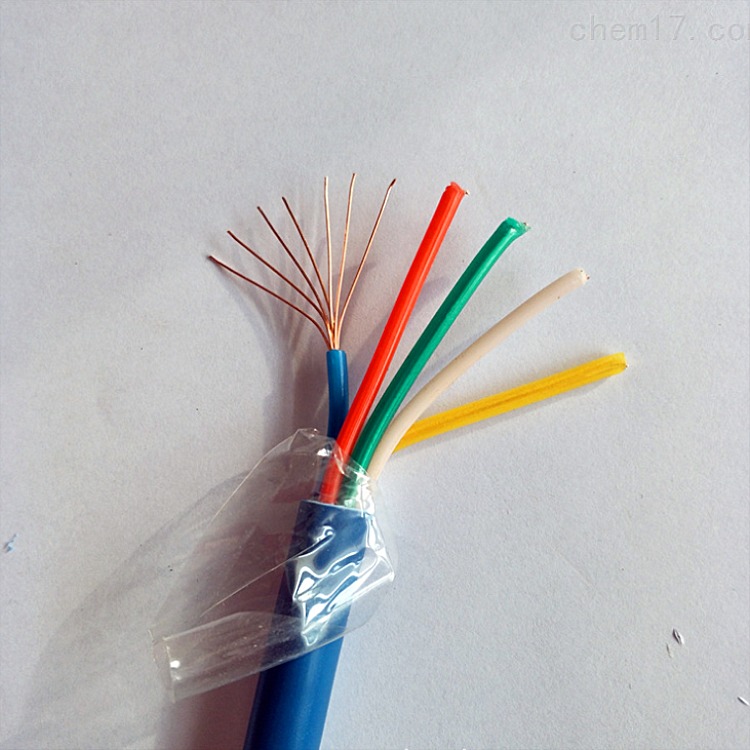
ZR-KVVKVV32 4*4 4*6 4*2.5 控制电缆KVV国标价格

1、导体长期允许工作温度为70℃。
2、敷设时环境温度≥0℃。
3、zui小弯曲半径:
4、无铠装层电缆,应不小于电缆外径的6倍。
5、有铠装或铜带屏遮结构电缆,应不小于电缆外径的12倍。
6、有屏遮结构的软电缆,应不小于电缆外径的6倍。
7、型号及名称:KVV型、ZR-KVV型450/750V铜芯聚氯乙烯绝缘聚氯乙烯护套控制电缆
KVVP型、ZR-KVVP型450/750V铜芯聚氯乙烯绝缘聚氯乙烯护套编织屏蔽控制电缆
KVVP2型、ZR-KVVP2型450/750V铜芯聚氯乙烯绝缘聚氯乙烯护套铜带屏蔽控制电缆
KVV22型、ZR-KVV22型450/750V铜芯聚氯乙烯绝缘聚氯乙烯护套钢带铠装控制电缆
KVV32型、ZR-KVV32型450/750V铜芯聚氯乙烯绝缘聚氯乙烯护套钢丝铠装控制电缆
KVVR型、ZR-KVVR型450/750V铜芯聚氯乙烯绝缘聚氯乙烯护套控制软电缆
KVVRP、P1、P3型,ZR-KVVRP、P1、P3型450/750V铜芯聚氯乙烯绝缘烯护套电缆
NH-KVV--铜芯聚氯乙烯绝缘聚氯乙烯护套阻燃耐火控制电缆
适用范围:本产品适用于额定电压450/750V及以下输配电线路中。注:用户需要阻然型产品,上述型号均可生产供货,只要在订货合同或协议中说明即可,型号前加写“ZR”,即ZR-KVV型 等。
国标线标准
⒈外观标准,电线上必须有认证标志、制造商、线径等,地线用黄绿色绝缘层
⒉机械强度
⒊护套的绝缘(一般大于100MΩ)和耐压强度(500V以上1500V以下)
⒋线阻(一定的线径、电导率、长度下不大于一定的电阻)
⒌高温冲击140度下,低温-30度下电线不得出现开裂等.
注意事项
常见的电缆故障
电缆线路常见的故障有机械损伤、绝缘损伤、绝缘受潮、绝缘老化变质、过电压、电缆过热故障等。当线路发生上述故障时,应切断故障电缆的电源,寻找故障点,对故障进行检查及分析,然后进行修理和试验,该割除的割除,待故障消除后,方可恢复供电。
埋设电缆的安全要求
1、电缆线相互交叉时,高压电缆应在低压电缆下方。如果其中一条电缆在交叉点前后1m范围内穿管保护或用隔板隔开时,允许距离为0.15m。
2、电缆与热力管道接近或交叉时,如有隔热措施,平行和交叉的距离分别为0.5m和0.15m。
3、电缆与铁路或道路交叉时应穿管保护,保护管应伸出轨道或路面2m以外。
4、电缆与建筑物基础的距离,应能保证电缆埋设在建筑物散水以外;电缆引入建筑物时应穿管保护,保护管亦应超出建筑物散水以外。
5、直接埋在地下的电缆与一般接地装置的接地之间应相距0.15~0.5m;直接埋在地下的电缆埋设深度,一般不应小于0.7m,并应埋在冻土层下。
塑料绝缘电力电缆制造的工艺流程
塑料绝缘电力电缆制造的工艺流程是根据每一种产品的结构、涉及的工艺、使用的设备等按顺序排列而成的工艺路线。
原则上讲,每一种产品都应该有自己独立的工艺流程,但在生产实际中,常常把结构相似产品的工艺流程合在一起,组成一类产品的工艺流程。
拉线模
拉线模是拉线过程 重要的工具。线模的主要部分是模孔,一般由互相圆滑连接的润滑区、工作区、定径区、出口区四个区域组成。
润滑区。润滑剂在这里停留并被带人工作区。
工作区。金属在这个区域内实现变形(变细、变长),实际与金属接触的部分叫做变形段。
定径区。使拉线尺寸准确,形状符合要求,模孔直径即定径区直径。
出口区。不刮伤从定径区出来的线材,同时防止停机线材回弹引起断线。
线坯准备
铜线坯在拉线前,线坯表面不应有氧化痕迹。因为金属氧化物的硬度较高,降低拉线质量和模具、设备寿命,因此需酸洗去除氧化物。
铝杆的表面氧化层无有害影响,可以不进行酸洗。
线坯焊接时,时间要短,避免过度氧化。焊接后需冷却,并修整好焊缝,经反复弯折两次不断方可进行拉线。
当铜线坯表面氧化严重时,应对线坯预先进行扒皮处理。
为使线坯能顺利地穿过模孔,需要将线坯端部预先在压头机上轧细。
变形程度的确定
变形程度要根据被加工金属性能、设备条件、工艺条件及模具质量等进行选择。
在设备能力及金属塑性允许的前提下,尽量采用较大的变形程度,以减少中间的退火次数,缩短生产周期。
由于焊接处强度较低,道次(模)应采用较小的变形程度。
对于同一种金属,大规格的变形程度大于小规格的变形程度。一次拉伸变形程度大于多道次(模)拉伸变形程度。
塑性好的金属和经过退火的金属采用大变形程度,反之则小。
ZR-KVVKVV32 4*4 4*6 4*2.5 控制电缆KVV国标价格

-

-

-

-

-
 国标YCW3*16+1*10重型橡套电缆YC¥5.00
国标YCW3*16+1*10重型橡套电缆YC¥5.00 -

-

-

-
 ycw3*10+1*6重型耐油橡套电缆ycw3*25+1*16
¥1.00
ycw3*10+1*6重型耐油橡套电缆ycw3*25+1*16
¥1.00 -
 矿用橡套电缆MYP-660/1140v3*70+1*25
¥5.00
矿用橡套电缆MYP-660/1140v3*70+1*25
¥5.00 -
 MHYV矿用通信电缆 1×4×7/0.43
¥1.00
MHYV矿用通信电缆 1×4×7/0.43
¥1.00 -
 采煤机屏蔽电缆mcp-1140V3*25+1*10+4*2.5
¥21.00
采煤机屏蔽电缆mcp-1140V3*25+1*10+4*2.5
¥21.00 -
 JHS-3*150+1*50潜水泵用橡套电缆
¥5.00
JHS-3*150+1*50潜水泵用橡套电缆
¥5.00
- 产品参数
- 图文介绍
- 企业简介
- 企业地址