






你可能还喜欢



- 产品参数
- 图文介绍
- 企业简介
- 企业地址
产品参数
品牌
神泰
型号
D916
牌号
2021090206
产地
河北邢台
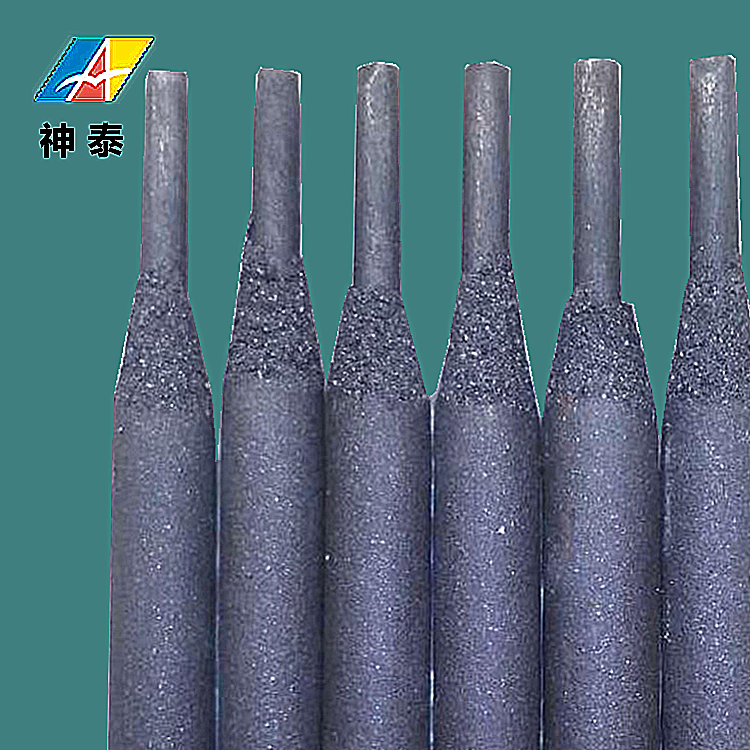
类型
堆焊焊条
材质
合金
焊芯直径
2.5-5.0
药皮性质
酸性焊条
直径
2.5-5.0mm
长度
350-400
焊接电流
80-220
电流幅度
60
熔点
1500
工作温度
150
适用范围
机械设备
硬度HRC
75
焊丝直径
2.5-5.0
用途
机械设备
图文介绍
堆焊焊条使用说明
堆焊是在工件的任意部位焊敷一层特殊的合金面,其目的是提高工件的耐磨损、耐腐蚀及耐热等性能。例如在普通碳素钢工件的磨损面上堆焊一层耐磨损合金,不但可以降低成本而且可以获得优异的综合性能。利用堆焊工艺修复受到磨损或腐蚀的工件是多、快、好、省的方法。
堆焊工件及工作条件十分复杂,堆焊时必须根据不同要求选用合适的焊条,不同的堆焊工件和堆焊焊条要采用不同的堆焊工艺,才能获得满意的堆焊效果。堆焊中常碰到的问题是开裂,防止开裂的方法主要是焊前预热、焊后缓冷。开裂与工件及焊缝金属的含碳量和合金元素的多少有关、所以预热温度往往依据所用的焊接材料的碳当量来估算,碳当量公式如下:
Ceq=C+1/6Mn+1/24Si+1/5Cr+1/4Mo+1/15Ni
(此估算法适宜于低、中、高碳钢和低合金钢材料)
碳当量(%) | 预热温度 | 碳当量(%) | 预热温度 |
0.40 | 100℃以上 | 0.70 | 250℃以上 |
0.50 | 150℃以上 | 0.80 | 300℃以上 |
0.60 | 200℃以上 |
堆焊效果,如堆焊层的硬度、耐磨及耐热性能等与焊接电流、电弧长短等操作有关,电流大、电弧长,则合金元素易烧损,电流小、电弧短,则对合金元素过渡有利。
有些堆焊金属可以用不同的热处理方法得到不同的硬度。堆焊金属的硬度和化学成分(质量分数),一般是指堆焊三层以上的堆焊金属而言。




企业简介

企业法人:
何彩宾
企业类型:
个体工商户
成立日期:
2012-03-26
经营状态:
存续
工商注册号:
130581600104144
社会统一信用代码:
92130581MA08M8PT2F
组织机构代码:
MA08M8PT2
注册资金:
个体经营
经营范围:
焊条 合金 砖机耐磨件 砖厂污水处理设备 加工 销售***(依法须经批准的项目,经相关部门批准后方可开展经营活动)
企业地址
店铺新品










- 产品参数
- 图文介绍
- 企业简介
- 企业地址
15630961200