











- 产品参数
- 图文介绍
- 企业简介
- 企业地址
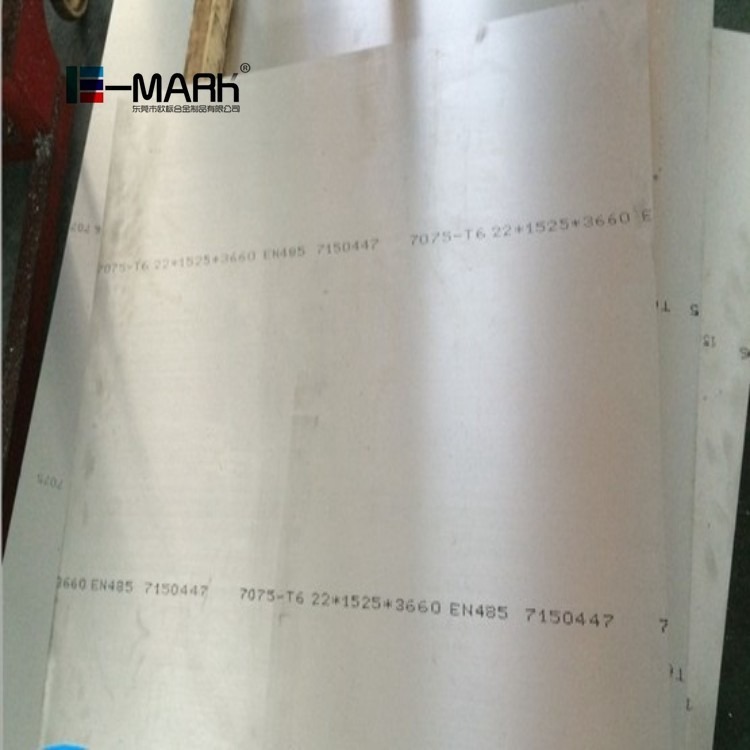
SKD11口罩机模具钢棒
用途
SKD11在铝、锌压铸用模具材料方面,应用 为广泛,此钢含有钨成分之耐高温高级合金钢,适用于热作,铝、镁、锌、铜合金压铸模,切槽刀,剪刀及热锻动作,塑胶型模,热作铰刀,轧刀,一般热作锻模,热螺栓模,热间各种工具等
特性
1、高温强度和韧性好,耐磨性较佳,易切削;
2、SKD11是一种有很好强度、韧性及耐热平衡性的冷模具钢,近年来随着各向同性产品的开发而日益向高韧性等方面发展,它可以使模具寿命更长,性能更稳定,且易于加工,热处理变形小。
使用方法
“淬火+回火”状态下使用
“淬火+冷处理+回火”状态下使用(适于高精度与尺寸稳定要求)
“淬火+回火+氮化处理”状态下使用(适于表面高硬度要求)
锯切下料时锯条速度不宜太快,以25m/min为宜,锯切效率保持在9cm2/min ~20cm2/min左右。
主要成分(%)
C碳 1.40-1.60
Si硅 ≤0.40
Mn锰 ≤0.60
P磷≤0.030
S硫≤0.030
Cr铬 11.0-13.0
Mo钼 0.80-1.20
Ni镍≤0.50
V钒 0.20-0.50
Cu铜≤0.25


深冷处理
为获得 高硬度和尺寸稳定性,模具在淬火后立即深冷-70摄氏度至-80摄氏度,保持3-4小时,然后再回火处理,经深冷处理的工具或模具硬度比常规热处理硬度高1-3HRC。 形状复杂和尺寸变化较大的零件,深冷处理有产生开裂的危险。
氮化处理
模具或工件氮化处理后,表面形成一层具有很高硬度和一定耐蚀性的硬化组织。
在525℃氮化的处理
工件表面硬度约为1250HV,氮化时间对渗层影响如下表所示。氮化时间(小时) 20 30 60 渗氮层深度mm 0.25 0.30 0.35
可供规格
厚度:12-530mm,530mm以上, 宽度和长度按客户要求加工
圆钢:φ16-300mm, 长度按客户要求供应
热处理
淬火:先预热700~750℃,再加热至1000~1050℃在静止空气中冷却,如钢具厚度在6寸以上者加热至980~1030℃在油中淬硬更佳。
回火:加热至150~200℃,在此温度中停留,然后在静止空气中冷却。
硬度:HRC 61以上。
退火:加热至800~850℃,在此温度停留1~3小时,在炉中任其渐冷。
锻制:1050~950℃。
淬火、回火规范
淬火温度1010°C,空冷.回火温度200℃,硬度58~60HRC。

























- 产品参数
- 图文介绍
- 企业简介
- 企业地址