








-
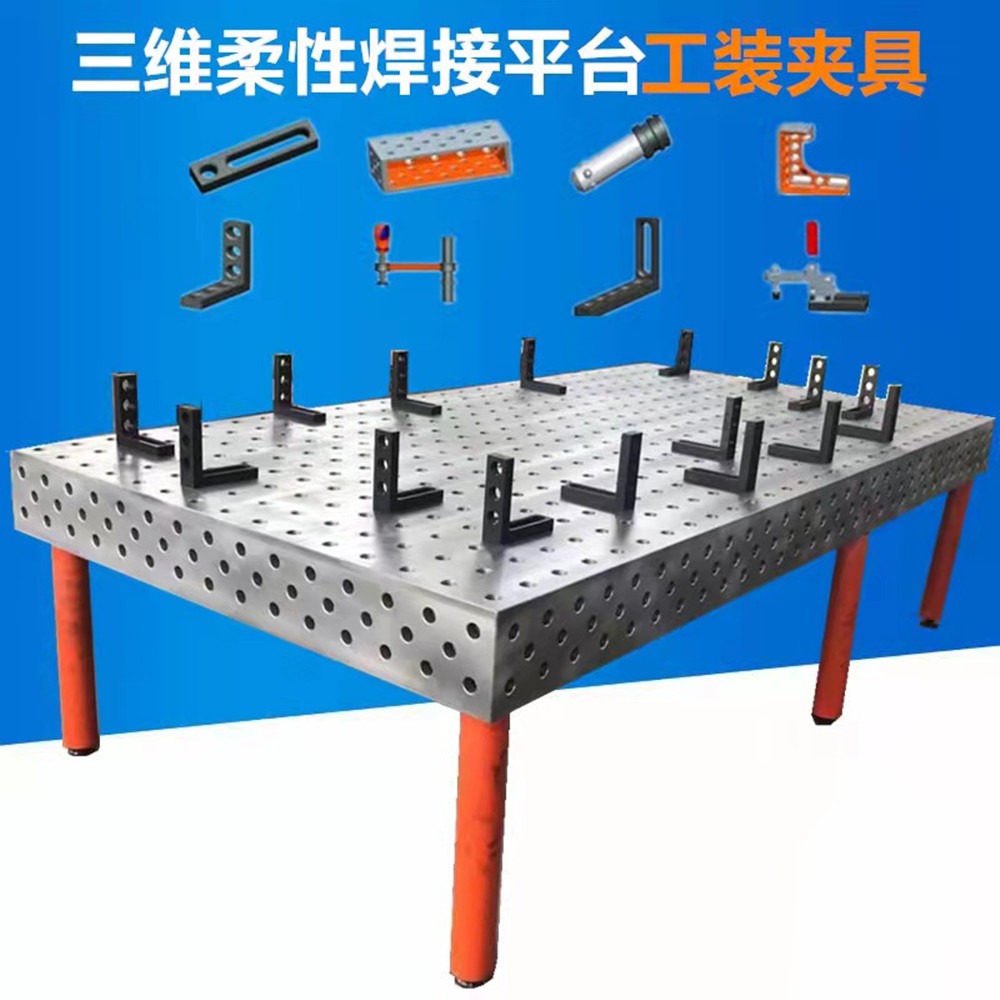
 铸铁焊接平台 机器人焊接工作台 三维柔性焊接平台 宝都工量具
¥3550.00
铸铁焊接平台 机器人焊接工作台 三维柔性焊接平台 宝都工量具
¥3550.00 -
 三维柔性焊接平台 铸铁焊接工作台 机器人焊接平台 宝都工量具
¥3131.00
三维柔性焊接平台 铸铁焊接工作台 机器人焊接平台 宝都工量具
¥3131.00 -
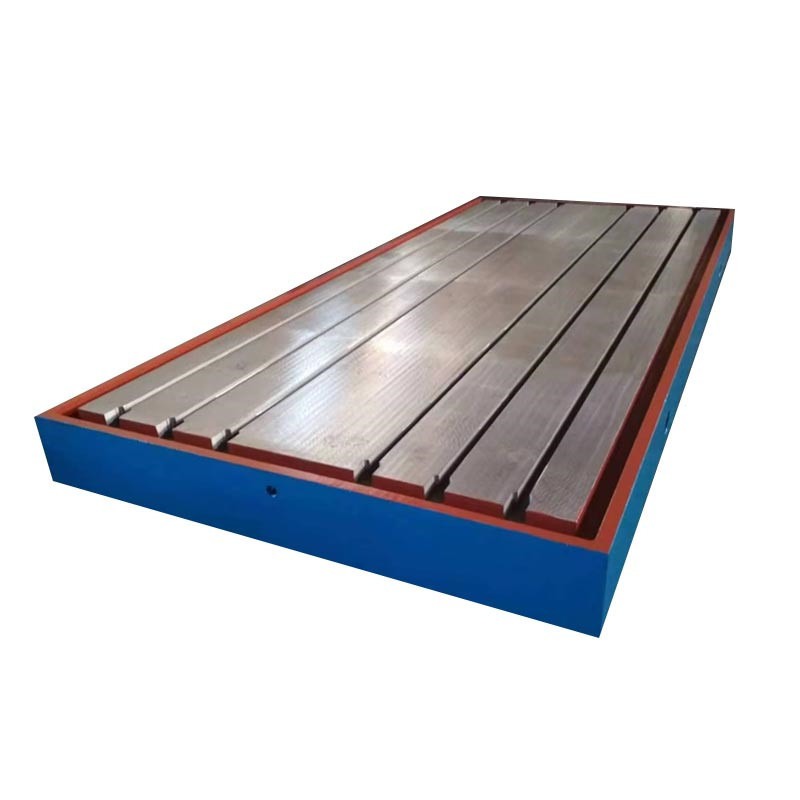
 铸铁焊接平台 大型焊接装配平板 检验测量平台 宝都工量具
¥1442.00
铸铁焊接平台 大型焊接装配平板 检验测量平台 宝都工量具
¥1442.00 -
 铸铁平台 电机试验振动平台 焊接装配研磨平板 宝都工量具
¥1420.00
铸铁平台 电机试验振动平台 焊接装配研磨平板 宝都工量具
¥1420.00 -
 三维柔性焊接平台 机器人焊接平台 树脂砂铸造 宝都工量具
¥3496.00
三维柔性焊接平台 机器人焊接平台 树脂砂铸造 宝都工量具
¥3496.00
- 产品参数
- 图文介绍
- 企业简介
- 企业地址




1、不得有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、锈点等缺陷。
2、平板的铸造表面应清除型砂且平整,涂漆牢固
3、精度登记为0级-3级的平板工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的间距应不小于80mm。
4、平板应采用 细密的灰口铸铁或合金等材料制造,其工作面硬度应为170-220HB。
5、通常应采用刮削工艺。对采用刮削加工的3级平板工作面,其表面粗糙度Ra的 大允许值为5um。
6、平板工作面的平面度公差见表2的规定。
7、采用刮削工艺应进行涂色对研检验。对研后显示的接触点面积的比率见表3的规定:或者按25mm×25mm正方形面积的接触点数见表3的规定,且任意25mm×25mm中的接触点数之间应不大于5点。
8、使用前用无腐蚀性汽油,将工作面的防锈油洗净,并用脱脂棉纱擦拭干净,方可使用。
9、温度变化会使测量产生误差,应在20±5℃范围内使用。
10、使用时用水平仪调整到水平,使支点均匀分布各支点上。
11、用时小心、严防碰撞。
12、用完后擦净,涂无水酸性的防锈油,覆盖防潮纸,置于清洁干燥处存放。
13、周检期: 长周检期一年。




铸铁平台 - 铸铁平台刮研
一、刮花
刮花的作用一是美观,二是有积存润滑油的功能。一般常见的 花纹有:斜花纹、燕形花纹和鱼
鳞花纹等。另外,还可通过观察原花纹的完整和消失的情况来判断平面工作后的磨损程度。
二、粗刮
若 工件表面比较粗糙、加工痕迹较深或表面严重生锈、不平或扭曲、刮削余量在0.005mm以上时,应先粗刮。粗刮的特点是采用长刮刀,行程较长(10mm~15mm之间),刀痕较宽10mm),刮刀痕迹顺向,成片不重复。机械加工的刀痕刮除后,即可研点,并按显出的高点刮削。当铸铁平台表面研 点每25mm×25mm上为4~6点并留有细刮加工余量时,可开始细刮。
三、细刮
细刮就是将粗刮后的高点刮去,其特点是采用短刮法(刀痕宽约6mm,长5mm~10mm),研点分散快。细刮时要朝着一定方向刮,刮完一遍二遍时要成45度或60度方向交叉刮出网纹。当平均研点每25mm×25mm上为10~14点时,即可结束细刮。
四、精刮
在细刮的基础上进行精刮,采用小刮刀或带圆弧的精刮刀,刀痕宽约4mm,平均研点每25m×25m上应为20~25点,常用于检验工具、精密导轨和紧密工具接触面的刮削。
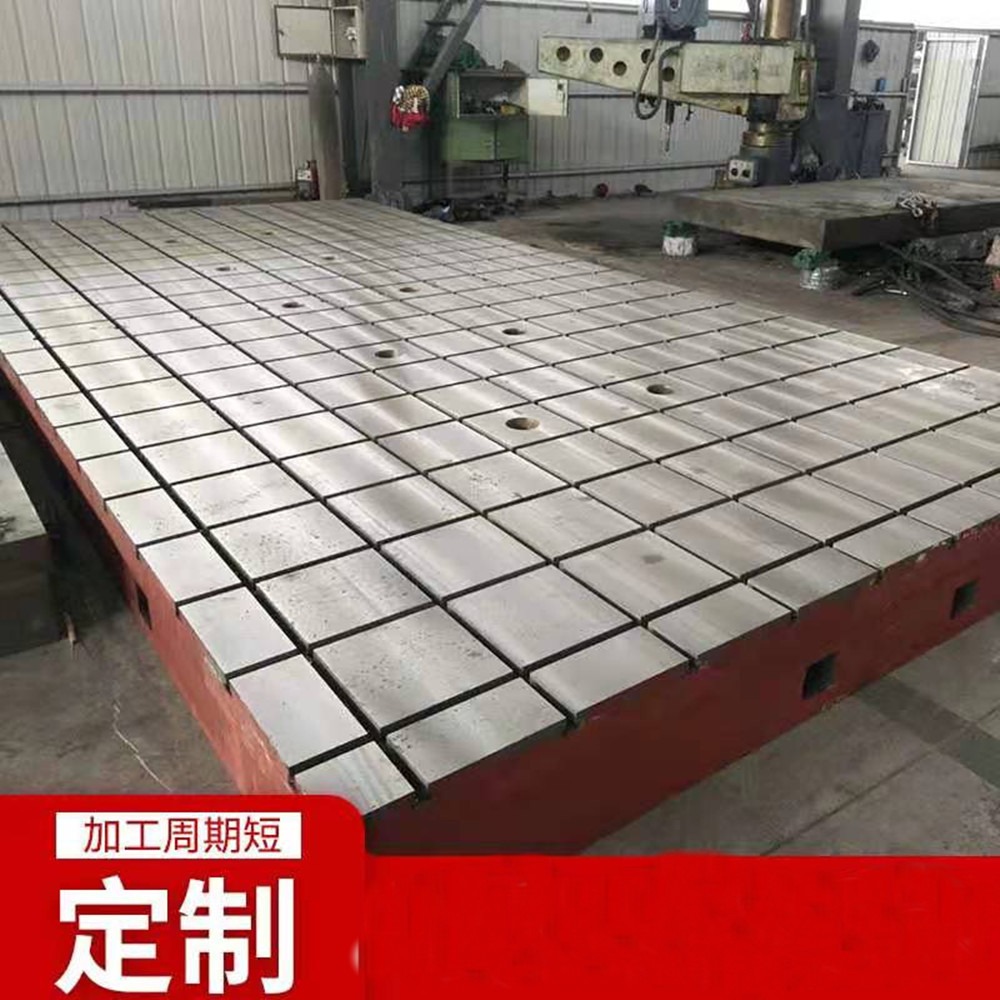
铸铁平台是检查机器零件平面度,直线度等形位公差的测量基准,也可用于零件划线研磨加工,安装设备等用途。是检验机械零件平面、平行度、直线度等形位公差的测量基准,也可用于一般零件及精密零件的划线、铆焊研磨工艺加工及测量等。

-
 铸铁平台 大型检验划线平板 刮研研磨装配工作台 宝都工量具¥1420.00
铸铁平台 大型检验划线平板 刮研研磨装配工作台 宝都工量具¥1420.00 -
 大理石平台 00级检验测量平台 济南青构件 宝都工量具¥155.00
大理石平台 00级检验测量平台 济南青构件 宝都工量具¥155.00 -
 铸铁焊接平台 三维柔性焊接平台 锁紧销压紧器 宝都工量具¥3570.00
铸铁焊接平台 三维柔性焊接平台 锁紧销压紧器 宝都工量具¥3570.00 -
 三维柔性焊接平台 机器人焊接工作台 树脂砂铸造 宝都工量具¥3151.00
三维柔性焊接平台 机器人焊接工作台 树脂砂铸造 宝都工量具¥3151.00 -
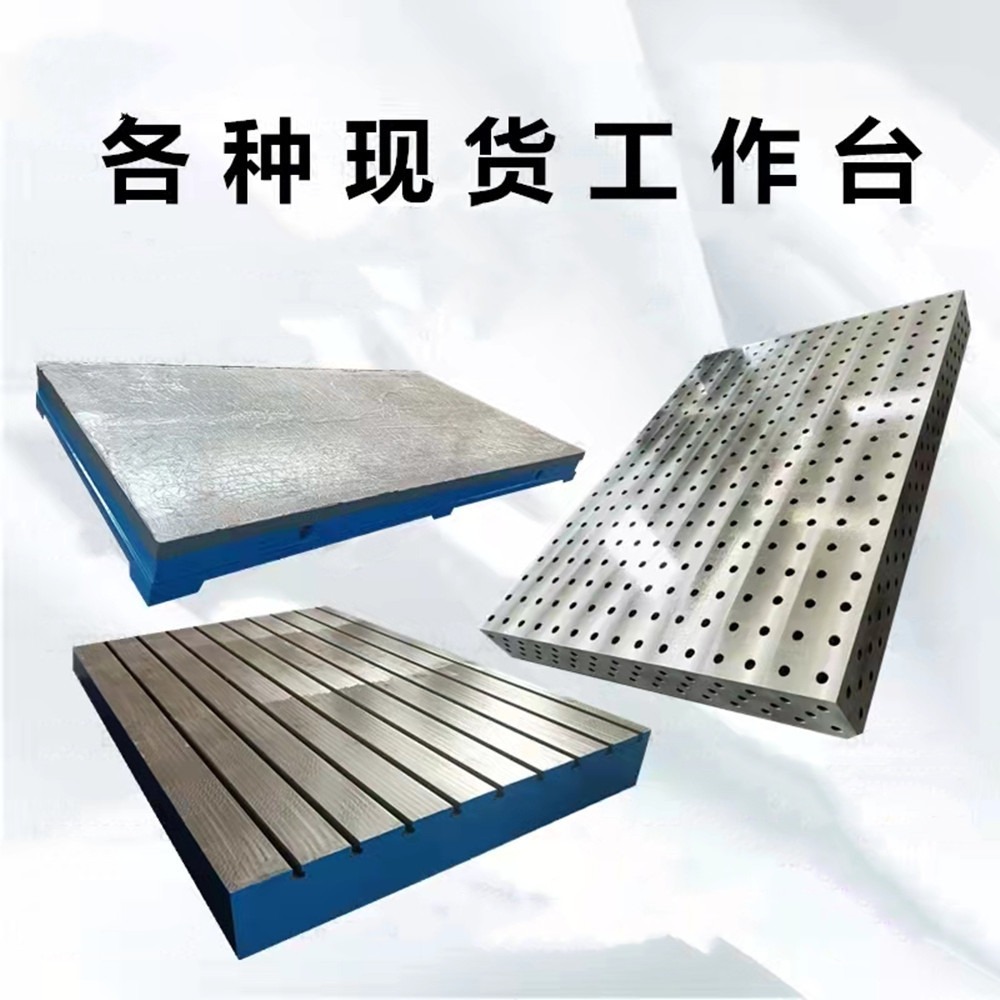
 铸铁平台 研磨刮研平台 焊接装配钳工工作台 宝都工量具¥1600.00
铸铁平台 研磨刮研平台 焊接装配钳工工作台 宝都工量具¥1600.00 -
 铸铁平台 钳工划线装配平板 研磨焊接平台 宝都工量具¥1600.00
铸铁平台 钳工划线装配平板 研磨焊接平台 宝都工量具¥1600.00 -
 铸铁平台 焊接装配检验平板 攻丝机平台 宝都工量具¥1600.00
铸铁平台 焊接装配检验平板 攻丝机平台 宝都工量具¥1600.00 -
 铸铁焊接平台 检验划线平板 电机试验振动平台 宝都工量具¥1238.00
铸铁焊接平台 检验划线平板 电机试验振动平台 宝都工量具¥1238.00
-
 铸铁焊接平台 28孔机器人焊接工作台 三维柔性平台 宝都工量具
¥3150.00
铸铁焊接平台 28孔机器人焊接工作台 三维柔性平台 宝都工量具
¥3150.00 -
 铸铁平台 检验测量平板 划线装配焊接工作台 宝都工量具
¥1469.00
铸铁平台 检验测量平板 划线装配焊接工作台 宝都工量具
¥1469.00 -
 铸铁焊接平台 划线装配平台 刮研研磨钳工工作台 宝都工量具
¥415.00
铸铁焊接平台 划线装配平台 刮研研磨钳工工作台 宝都工量具
¥415.00 -
 铸铁检验平台 焊接装配划线平板 焊接装配工作台 宝都工量具
¥1560.00
铸铁检验平台 焊接装配划线平板 焊接装配工作台 宝都工量具
¥1560.00 -
 铸铁平台 测量划线平板 焊接装配研磨工作台 宝都工量具
¥429.00
铸铁平台 测量划线平板 焊接装配研磨工作台 宝都工量具
¥429.00
- 产品参数
- 图文介绍
- 企业简介
- 企业地址