







你可能还喜欢




- 产品参数
- 图文介绍
- 企业简介
- 企业地址
产品参数
品牌
兴远
型号
180
适用原料
PE,PP,PS,TPR,pet,PVC,EVA,ABS,钙母,钙母料,电线料,碳黑母料
螺杆数
单螺杆
售后服务
质保一年
产品别名
塑料挤出机
产品用途
回收废塑料提升其价值
生产能力
300
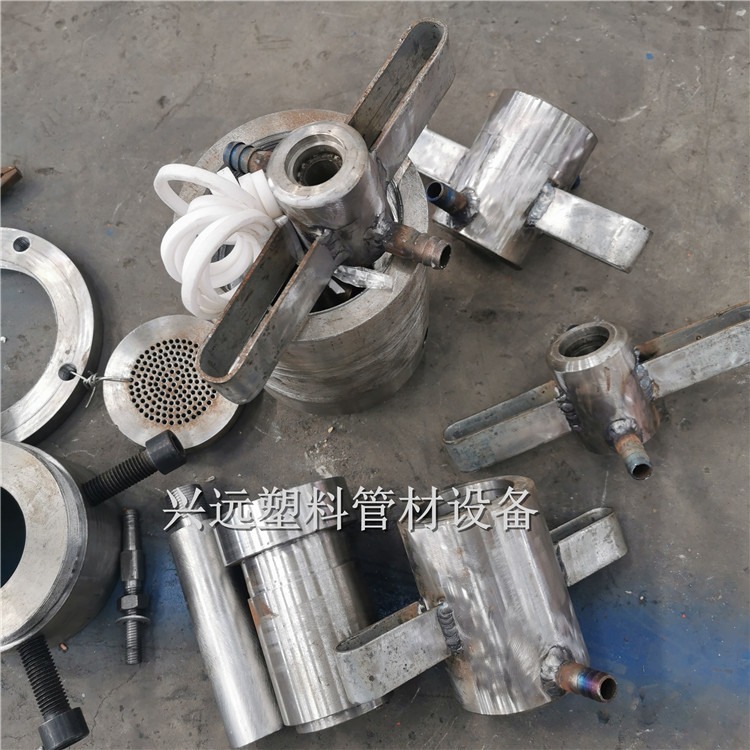
旋转刀数
6
固定刀数量
3
回旋直径
500
进料口直径
120
滤筛板孔径
5
切刀转速
900
机器中心高
1500
电动机功率
30
加热功率
80
螺杆长度
18000
螺杆直径
135
外形尺寸
25000
重量
500
锅体容积
80
是否跨境货源
否
图文介绍










塑料造粒机用之前,先多方面检查地脚螺栓和设备上所有紧固件是 否拧紧牢固, 电器的部分接线是否正确,有否漏电,并向所有油嘴加注一定的润 滑油脂。用手盘 动V带,检查打 与反击板是否 碰撞,设备运转是否自如。点动开车,无撞击声无 阻碍,即可去进行空载试运转,检 查设备的振动与噪声情况,如果发现振动过大及 有异常噪声,应立即停车,并仔 细检查找出原因及时排除。空载 试运转4h,轴承温 升不得超过35℃,轴承温度不 得超过75℃,如超过要立即停车,清洗轴承及调整间 隙后再行试运转,直至合格 。塑料造粒机告诉你空载试运转后,应对设备作多方面检查,特别要检查打 、反击衬板的固定螺栓以及地脚螺栓是否松动,有无其他异 常现象,如发现 松动及异常现象均应及时排除。负荷试车时 ,应先开机,后喂料, 排空机腔内物料后再停机。
为了尽可能的避免碳化对塑料制品的危害,关键在于有效预防,把损失降到很低。要深入了解碳化的本质,还要善于运用有效的解决方法,在解决和预防塑料制品碳化的每个环节,都需要我们去严格控制。
在塑料产品的实际生产中,进料口通常在塑料造粒机关闭之前被隔离,挤出机和机头中的塑料熔体被移除,每个区域的温度被关闭,然后电源被关闭。由于塑料熔体对金属有很强的粘附力,每次机器停机时都不可能完全消除它。然后,总会有一薄层塑料熔体牢固地粘附在挤出机的机筒和机头以及螺杆的内壁上。机器停机后,设备会自然冷却,并在下一次加热过程中长时间保持高温,导致明显的热劣化,逐渐变黄,变成碳化物。按照传统的停机方法,机头的模口和进料口两端没有采取有效的密封措施,导致空气进入机器产生氧化,导致机器内残留塑料的热劣化加剧,为碳化提供了有利条件。
企业简介

企业法人:
宁永飞
企业类型:
有限责任公司(自然人投资或控股)
成立日期:
2017-07-03
经营状态:
存续
工商注册号:
410183000086120
社会统一信用代码:
91410182MA445G6G8C
组织机构代码:
MA42K12Y9
注册资金:
300.000000万人民币
经营范围:
批发、零售:机械设备;从事货物和技术的进出口业务。
企业地址
店铺新品
-

-
 聚苯乙烯泡沫粉碎机 PS聚苯乙烯泡沫造粒机组 投资小 见效快 兴远塑机¥8500.00
聚苯乙烯泡沫粉碎机 PS聚苯乙烯泡沫造粒机组 投资小 见效快 兴远塑机¥8500.00 -

-

-

-

-

-




- 产品参数
- 图文介绍
- 企业简介
- 企业地址
13523512099