





-
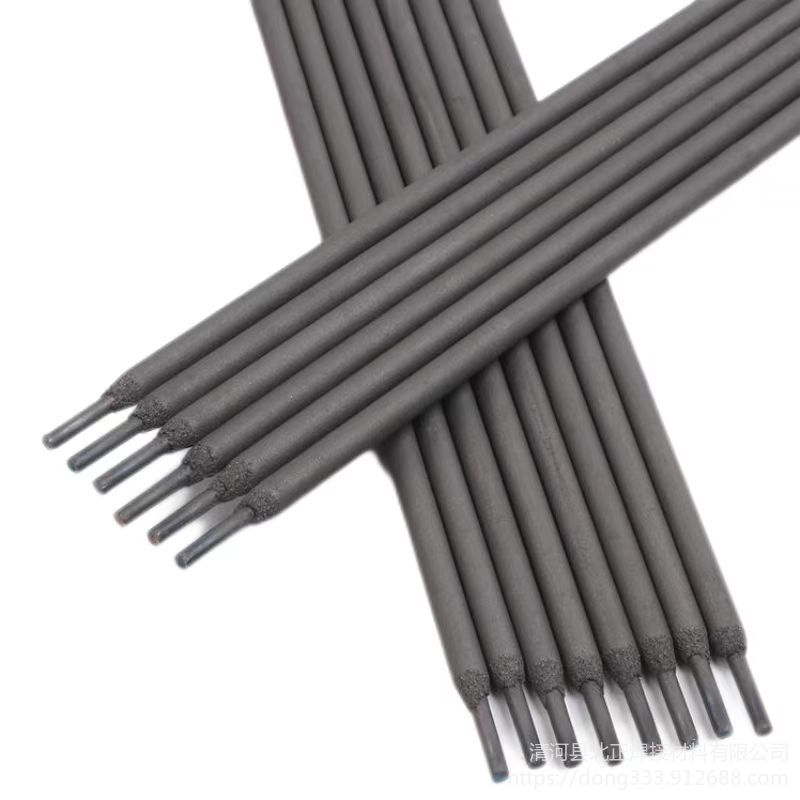
 高铬硬面堆焊D256焊条批发
¥26.00
高铬硬面堆焊D256焊条批发
¥26.00 -
 高猛钢硬面堆焊D256耐磨焊条厂家
¥26.00
高猛钢硬面堆焊D256耐磨焊条厂家
¥26.00 -
 高合金硬面堆焊D256焊条生产厂家
¥26.00
高合金硬面堆焊D256焊条生产厂家
¥26.00 -
 碳化物硬面堆焊D256定制
¥26.00
碳化物硬面堆焊D256定制
¥26.00 -
 耐磨焊条硬面堆焊D256规格4.0
¥26.00
耐磨焊条硬面堆焊D256规格4.0
¥26.00
- 产品参数
- 图文介绍
- 企业简介
- 企业地址
不锈钢焊丝ER308L
用途:焊接18Cr-8Ni不锈钢,电弧稳定,由于增加了Si的含量,焊接操作性及烙金流动性更佳
不锈钢焊丝ER308Lsi
用途:焊接18Cr-8Ni不锈钢电弧稳定,焊道美观,抗裂性强,由于增加了Si的含量,焊接操作性及熔金流动性更佳
不锈钢焊丝ER308H
用途:焊接18Cr-8Ni 不锈钢,电弧稳定,焊道美观,抗裂性强
不锈钢焊丝ER307Si
用途:锰含量高故裂纹敏感度低,适用于非磁性钢,高锰钢,硬化性耐磨钢等难以焊接的钢材
不锈钢焊丝ER307
用途:适用于硬化钢、磁性钢及其他难以焊接的钢材
不锈钢焊丝ER309L
用途:异种金属焊接用,耐热腐蚀性佳,电弧稳定,作业性良
不锈钢焊丝ER309Lsi
用途:异种金属焊接用,耐热耐蚀性佳,电弧稳定,作业性良,由于增加了Si的含量,焊接操作性及熔金流动性更佳
不锈钢焊丝ER309Si
用途:异种金属焊接用,耐热耐蚀性佳,电弧稳定,作业性良
不锈钢焊丝ER309Lmo
用途:高温耐热裂和腐蚀性好,焊接金属为超低碳奥氏体组织,适用于低碳钢与不锈钢的异种金属焊接
不锈钢焊丝ER310
用途:熔金含25Cr-20Ni,多用于310S不锈钢的焊接比KMS,309更适合异种金属焊接及自硬性高的合金钢和高碳钢之焊接
不锈钢焊丝ER312
用途:用异种钢之焊接,其裂纹敏感度低,故焊接覆面钢等钢材,不锈钢里衬,焊接困难或易发生气孔
不锈钢焊丝ER316L
用途:焊接18Cr-12Ni-Mo2超低碳不锈钢,焊接工艺性好,抗晶间腐蚀性能优良
不锈钢焊丝ER316Lsi
用途:焊接18Cr-12Ni-Mo2超低碳不锈钢,焊接工艺性好,抗晶间腐蚀性能优良,由于增加了Si的含量,焊接操作性及熔金流动性更佳
不锈钢焊丝ER317L
用途:超低碳含量及含Mo高,抗晶间腐蚀,高温强度大
不锈钢焊丝ER318
用途:适用于18Cr-12Ni-2.5Mo-Ti钢,工作温度可达400℃抗晶间腐蚀性能优良
不锈钢焊丝ER318Si
用途:适用于18Cr-12Ni-2.5Mo-Ti钢,抗晶间腐蚀性能优良,由于增加了Si的含量,焊接操作性及熔金流动性更佳
不锈钢焊丝ER347
用途:因添加了Nb等合金元素,故焊道晶间腐蚀抵抗性能增强,且具有之高温强度,特别适用于耐热钢之焊接
不锈钢焊丝ER347Si
用途:因添加了Nb等合金元素,焊道晶间腐蚀抵抗性能增强,且具有之高温强度,特别适用于耐热钢之焊接,由于增加了Si的含量,焊接操作性及熔金流动性更佳
不锈钢焊丝ER2209
用途:适用于22Cr-9Ni-Mo3的双相不锈钢,如UNS31803
不锈钢焊丝ER385(904L)
用途:适用于20Cr-25Ni-4.5Mo-1.5Cu不锈钢,特别耐腐蚀
不锈钢焊丝ER409Cb
用途:适用于409,410不锈钢的焊接
不锈钢焊丝ER410
用途:用于焊接410或420系列不锈钢,硬化性大,具有高温抗氧化、抗腐蚀性,应用于 练及化学工业及堆焊修补
不锈钢焊丝ER410NiMo
用途:用于焊接410或420系列不锈钢,硬化性大,具有高温抗氧化、抗腐蚀生,应用于 练及化学工业及堆焊修补
不锈钢焊丝ER420
用途:适用于13Cr或17Cr马氏体不锈钢之焊接
不锈钢焊丝ER430
用途:适用于13Cr或17Cr马氏体不锈钢之焊接,应用于汽车工业
MIG-308LSi不锈钢气保焊丝
符合:YB/T 5092-2005 H03Cr21Ni10Si1
AWS A5.9 ER308LSi
说明:ER308LSi是不锈钢用MIG、TIG焊丝,其焊接工艺优良,其焊缝金属具有良好的力学性能。
用途:用于超低碳00Cr19Ni10或0Cr18Ni10Ti不锈钢的焊接。
焊丝化学成分范围及一例:%
C | Si | Mn | P | S | Cr | Ni | M | |
焊丝 | ≤0.030 | 0.65-1.00 | 1.00-2.50 | ≤0.030 | ≤0.030 | 19.50-22.00. | 9.00-11.00 | ≤0.75 |
一例 | 0.024 | 0.72 | 2.15 | 0.016 | 0.010 | 19.95 | 10.15 | 0.3 |
焊缝金属射线探伤要求:Ⅰ级
注意事项及操作要点:
1. 焊接处须彻底清除油污、铁锈、水份等表面杂质,以防止焊接时产生气孔、裂纹等,清理时,坡口面及周围要磨出金属光泽。
2. 焊前应清除焊丝表面的油、垢及锈等污物。
3. 为使焊缝获得良好的机械性能,MIG焊接的保护气体建议采用Ar+2%O2,保护气体流量以20-25L/min为优。





-
 耐磨焊条硬面堆焊D607焊条批发¥26.00
耐磨焊条硬面堆焊D607焊条批发¥26.00 -
 北正硬面堆焊D607耐磨焊条厂家¥26.00
北正硬面堆焊D607耐磨焊条厂家¥26.00 -
 高铬硬面堆焊D607焊条生产厂家¥26.00
高铬硬面堆焊D607焊条生产厂家¥26.00 -
 高猛钢硬面堆焊D607定制¥26.00
高猛钢硬面堆焊D607定制¥26.00 -
高合金硬面堆焊D607规格4.0¥26.00
-
 碳化物硬面堆焊D709焊条批发¥26.00
碳化物硬面堆焊D709焊条批发¥26.00 -
 耐磨焊条硬面堆焊D709耐磨焊条厂家¥26.00
耐磨焊条硬面堆焊D709耐磨焊条厂家¥26.00 -
 北正硬面堆焊D709焊条生产厂家¥26.00
北正硬面堆焊D709焊条生产厂家¥26.00
-
 北正硬面堆焊D679焊条批发
¥26.00
北正硬面堆焊D679焊条批发
¥26.00 -
 高铬硬面堆焊D679耐磨焊条厂家
¥26.00
高铬硬面堆焊D679耐磨焊条厂家
¥26.00 -
 高猛钢硬面堆焊D679焊条生产厂家
¥26.00
高猛钢硬面堆焊D679焊条生产厂家
¥26.00 -
 高合金硬面堆焊D679定制
¥26.00
高合金硬面堆焊D679定制
¥26.00 -
 碳化物硬面堆焊D679规格4.0
¥26.00
碳化物硬面堆焊D679规格4.0
¥26.00
- 产品参数
- 图文介绍
- 企业简介
- 企业地址