




-
 高铬硬面堆焊D256焊条批发
¥26.00
高铬硬面堆焊D256焊条批发
¥26.00 -
 高猛钢硬面堆焊D256耐磨焊条厂家
¥26.00
高猛钢硬面堆焊D256耐磨焊条厂家
¥26.00 -
 高合金硬面堆焊D256焊条生产厂家
¥26.00
高合金硬面堆焊D256焊条生产厂家
¥26.00 -
 碳化物硬面堆焊D256定制
¥26.00
碳化物硬面堆焊D256定制
¥26.00 -
 耐磨焊条硬面堆焊D256规格4.0
¥26.00
耐磨焊条硬面堆焊D256规格4.0
¥26.00
- 产品参数
- 图文介绍
- 企业简介
- 企业地址
产品详情
Product details

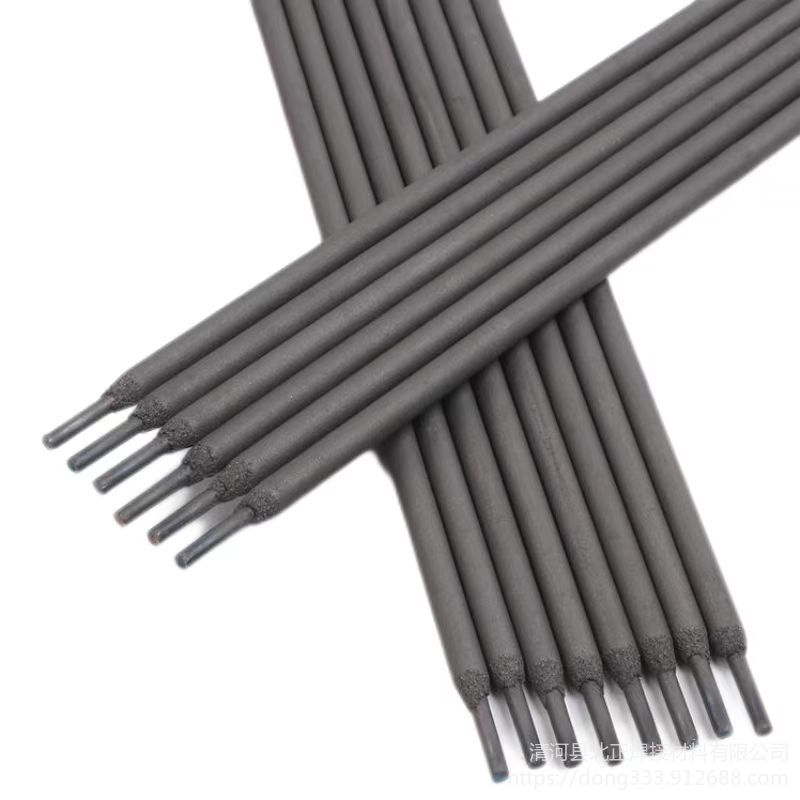
D707碳化钨耐磨电焊条
符合 GB EDW-A-15
说明: 采用碳钢为焊芯的低氢钠型药皮碳化钨堆焊焊条,依靠药皮中碳化物合金过渡,堆焊金属含钨量65-70,由于药皮较厚,合金元素多,可交直流焊接接,使用适当的电流堆焊。
用途: 用于堆焊耐岩石强烈磨损之机械零件,如混凝土搅拌机叶片、推土机和泵浦叶片、挖泥机叶片、高速混砂箱 机械设备等。
主要金属成分%:
C1.5 Cr3.0 Ni3.00-7.00 Si1.00 W65-70
堆焊层硬度: HRC68°
参考电流 (DC+) 焊条直径(mm) φ3.2 φ4.0 φ5.0
焊接电流(A) 70120 140180 180220
特点:焊条不需焊前预热,焊后保温.高硬度、高耐磨、耐冲涮磨损等.可焊性好.抗岩石砂磨粒磨损,延长设备使用寿命3-6倍。
D322耐磨焊条模具堆焊电焊条
说明 D322是钛钙型药皮的堆焊焊条,焊芯成分为5Cr5W9No2V,可交直流两用。堆焊时电弧稳定,脱渣容易。具有高的硬度、强度、抗冲击力,其它部分应具有较高的塑性。
用途 用来堆焊各种冲模、切削刀具及修复要求耐磨损性能较高之机械零件。模具的工作形式。弯曲模具多用A3或20钢;冲载3㎜以下板用20钢,冲裁3㎜以上板用45钢,冲裁厚板用45调质钢。
硬度及参考电流
HRC(焊后空冷)55
焊条直径(㎜) 3.2 焊接电流(A) 90-160
4.0 160-190
5.0 190-230
注意事项
⒈焊前焊条须经250左右烘焙1小时。
⒉焊前需将工件预热至300以上,以免开裂。
采用堆焊工艺制作、修复冷压冲模,不仅可以节省大量的优 金工具钢,而且工艺简单、成本低、制造周期短,尤其用于修复因磨损、崩刃造成报废的冲模时,经济效果更为显着,实际生产应用证明,用堆焊工艺制作、修复模具与用整体合金工具钢制作的模具具有同样的使用.D337堆焊焊条 型号:EDRCrW15
用途:用于铸钢或锻钢堆焊锻模,也可用于受磨损锻模的修复




-
 耐磨焊条硬面堆焊D607焊条批发¥26.00
耐磨焊条硬面堆焊D607焊条批发¥26.00 -
 北正硬面堆焊D607耐磨焊条厂家¥26.00
北正硬面堆焊D607耐磨焊条厂家¥26.00 -
 高铬硬面堆焊D607焊条生产厂家¥26.00
高铬硬面堆焊D607焊条生产厂家¥26.00 -
 高猛钢硬面堆焊D607定制¥26.00
高猛钢硬面堆焊D607定制¥26.00 -
高合金硬面堆焊D607规格4.0¥26.00
-
 碳化物硬面堆焊D709焊条批发¥26.00
碳化物硬面堆焊D709焊条批发¥26.00 -
 耐磨焊条硬面堆焊D709耐磨焊条厂家¥26.00
耐磨焊条硬面堆焊D709耐磨焊条厂家¥26.00 -
 北正硬面堆焊D709焊条生产厂家¥26.00
北正硬面堆焊D709焊条生产厂家¥26.00
-
 北正硬面堆焊D679焊条批发
¥26.00
北正硬面堆焊D679焊条批发
¥26.00 -
 高铬硬面堆焊D679耐磨焊条厂家
¥26.00
高铬硬面堆焊D679耐磨焊条厂家
¥26.00 -
 高猛钢硬面堆焊D679焊条生产厂家
¥26.00
高猛钢硬面堆焊D679焊条生产厂家
¥26.00 -
 高合金硬面堆焊D679定制
¥26.00
高合金硬面堆焊D679定制
¥26.00 -
 碳化物硬面堆焊D679规格4.0
¥26.00
碳化物硬面堆焊D679规格4.0
¥26.00
- 产品参数
- 图文介绍
- 企业简介
- 企业地址