










- 产品参数
- 图文介绍
- 企业简介
- 企业地址


挤塑机主机的温度控制
电线电缆绝缘和护套的塑料挤出是根据热塑性塑料变形特性,使之处于粘流态进行的。除了要求螺杆和机筒外部加热,传到塑料使之融化挤出,还要考虑螺杆挤出塑料时其本身的发热,因此要求主机的温度应从整体来考虑,既要考虑加热器加热的开与关,又要考虑螺杆的挤出热量外溢的因素予以冷却,要有有效的冷却设施。并要求正确合理的确定测量元件热电偶的位置和安装方法,能从控温仪表读数准确反映主机各段的实际温度。以及要求温控仪表的精度与系统配合好,使整个主机温度控制系统的波动稳定度达到各种塑料的挤出温度的要求。


塑料造粒机的控制系统
塑料造粒机的控制系统包括加热系统、冷却系统及工艺参数测量系统,主要由电器、仪表和执行机构(即控制屏和操作台)组成。其主要作用是:控制和调节主辅机的拖动电机,输出符合工艺要求的转速和功率,并能使主辅机协调工作;检测和调节挤塑机中塑料的温度、压力、流量;实现对整个机组的控制或自动控制。
挤出机组的电气控制大致分为传动控制和温度控制两大部分,实现对挤塑工艺包括温度、压力、螺杆转数、螺杆冷却、机筒冷却、制品冷却和外径的控制,以及牵引速度、整齐排线和保证收线盘上从空盘到满盘的恒张力收线控制。



塑料造粒机
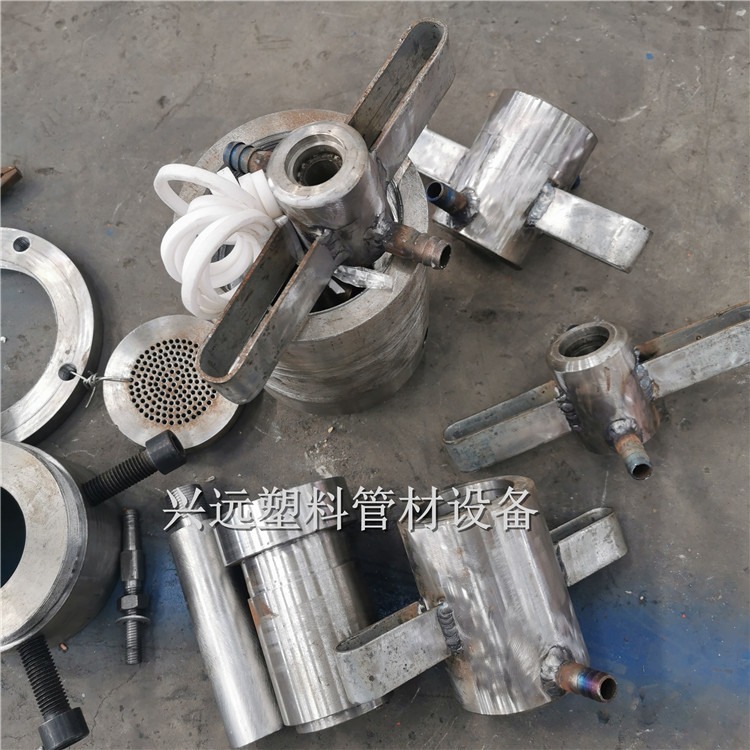
挤塑机按照机头料流方向和螺杆中心线的夹角,将机头分成斜角机头(夹角120o)和直角机头。机头的外壳是用螺栓固定在机身上,机头内的模具有模芯坐,并用螺帽固定在机头进线端口,模芯座的前面装有模芯,模芯及模芯座的中心有孔,用于通过芯线;在机头前部装有均压环,用于均衡压力;挤包成型部分由模套座和模套组成,模套的位置可由螺栓通过支撑来调节,以调整模套对模芯的相对位置,便于调节挤包层厚度的均匀性。机头外部装有加热装置和测温装置。

塑料造粒机的上可分为两个部分:一个是动力部分,一个是加热部分。 动力部分:大多采用变频器,方式是通过节约电机的余耗能,例如电机的实际功率是50Hz,而你在生产中实际上只需要30Hz就足够生产了,那些多余的能耗就白白浪费了,变频器就是改变电机的功率输出达到的效果。 加热部分:加热部分大多是采用电磁加热器,率约是老式电阻圈的30%-70%。 1.相比电阻加热,电磁加热器多了一层保温层,热能利用率增加。 2.相比电阻加热,电磁加热器直接作用于料管加热,减少了热传递热能损耗。 3.相比电阻加热,电磁加热器的加热速度要快四分之一以上,减少了加热时间。 4.相比电阻加热,电磁加热器的加热速度快,生产效率就提高了,让电机处在饱和状态,使其减少了,高功率低需求造成的电能损耗。 以上四点就是电磁加热器,为什么能在塑料造粒机上高达30%-70%的原因。

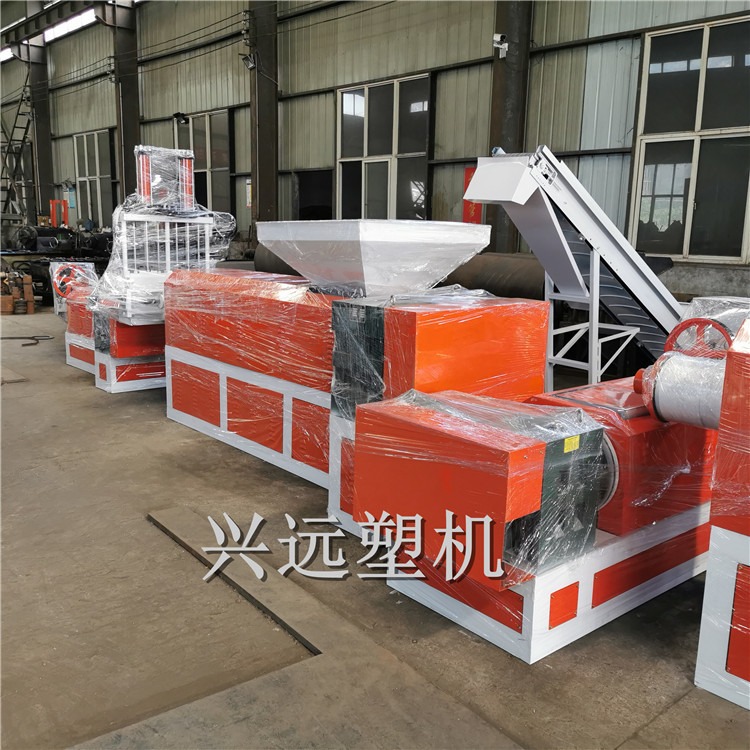
塑料造粒机组的辅机主要包括放线装置、校直装置、预热装置、冷却装置、牵引装置、计米器、火花试验机、收线装置。挤出机组的用途不同其选配用的辅助设备也不尽相同。如还有切断器、吹干器、印字装置等。
校直装置:塑料挤出废品类型中常见的一种是偏心,而线芯各种型式的弯曲则是产生绝缘偏心的重要原因之一。在护套挤出中,护套表面的刮伤也往往是由缆芯的弯曲造成的。因此,各种挤塑机组中的校直装置是必不可少。校直装置的主要型式有:滚筒式(分为水平式和垂直式);滑轮式(分为单滑轮和滑轮组);绞轮式,兼起拖动、校直、稳定张力等多种作用;压轮式(分为水平式和垂直式)等。
塑料造粒机冷却装置


成型的塑料挤包层在离开机头后,应立即进行冷却定型,否则会在重力的作用下发生变形。冷却的方式通常采用水冷却,并根据水温不同,分为急冷和缓冷。急冷就是冷水直接冷却,急冷对塑料挤包层定型有利,但对结晶高聚物而言,因骤热冷却,易在挤包层组织内部残留内应力,导致使用过程中产生龟裂,一般PVC塑胶层采用急冷。缓冷则是为了减少制品的内应力,在冷却水槽中分段放置不同温度的水,使制品逐渐降温定型,对PE、PP的挤出就采用缓冷进行,即经过热水、温水、冷水三段冷却。

塑料造粒机的主机是挤塑机,它由挤压系统、传动系统和加热冷却系统组成。大力发展生资源,变废为宝。
1、挤压系统挤压系统包括料斗、机头,塑料通过挤压系统而塑化成均匀的熔体,并在这一过程中所建立压力下,被螺杆连续的挤出机头。
⑴螺杆:是挤塑机的主要部件,它直接关系到挤塑机的应用范围和生产率,由高强度耐腐蚀的合金钢制成。
⑵机筒:是一金属圆筒,一般用耐热、耐压强度较高、坚固耐磨、耐腐蚀的合金钢或内衬合金钢的复合钢管制成。机筒与螺杆配合,实现对塑料的粉碎、软化、熔融、塑化、排气和压实,并向成型系统连续均匀输送胶料。一般机筒的长度为其直径的15~30倍,以使塑料得到充分加热和充分塑化为原则。
⑶料斗:料斗底部装有截断装置,以便调整和切断料流,料斗的侧面装有视孔和标定计量装置。
⑷机头和模具:机头由合金钢内套和碳素钢外套构成,机头内装有成型模具。机头的作用是将旋转运动的塑料熔体转变为平行直线运动,均匀平稳的导入模套中,并赋予塑料以bi要的成型压力。塑料在机筒内塑化压实,经多孔滤板沿yi定的流道通过机头脖颈流入机头成型模具,模芯模套适当配合,形成截面不断减小的环形空隙,使塑料熔体在芯线的周围形成连续密实的管状包覆层。为保证机头内塑料流道合理,消除积存塑料的死角,往往安置有分流套筒,为消除塑料挤出时压力波动,也有设置均压环的。机头上还装有模具校正和调整的装置,便于调整和校正模芯和模套的同心度。










-

-
 聚苯乙烯泡沫粉碎机 PS聚苯乙烯泡沫造粒机组 投资小 见效快 兴远塑机¥8500.00
聚苯乙烯泡沫粉碎机 PS聚苯乙烯泡沫造粒机组 投资小 见效快 兴远塑机¥8500.00 -

-

-

-

-

-




- 产品参数
- 图文介绍
- 企业简介
- 企业地址