



-
 弘昇厂家代理Ni102纯镍焊条 ENi-1镍基合金电焊条
¥45.00
弘昇厂家代理Ni102纯镍焊条 ENi-1镍基合金电焊条
¥45.00 -
 泰克罗伊ERNiCrMo-4镍基焊丝 Ni276镍铬钼合金焊丝
¥45.00
泰克罗伊ERNiCrMo-4镍基焊丝 Ni276镍铬钼合金焊丝
¥45.00 -
CMA-96日本神钢焊条 进口E8016-B2耐热钢电焊条
¥45.00
-
 代理进口ENi-1镍基焊条 ENi2061镍基合金焊条
¥45.00
代理进口ENi-1镍基焊条 ENi2061镍基合金焊条
¥45.00 -
 原装日本神钢 CMA-106 E9016-B3低合金耐热钢焊条
¥45.00
原装日本神钢 CMA-106 E9016-B3低合金耐热钢焊条
¥45.00
- 产品参数
- 图文介绍
- 企业简介
- 企业地址
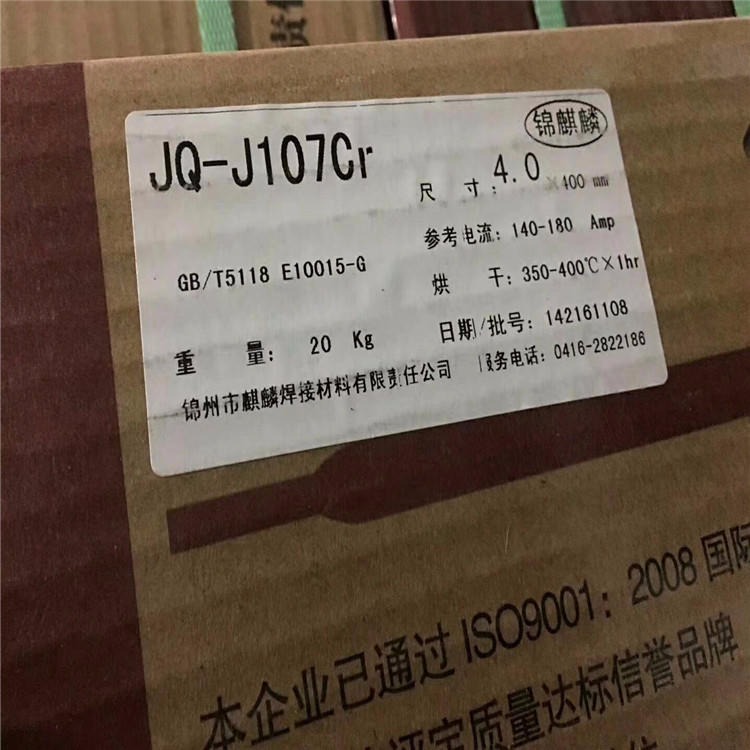
麒麟J107Cr高强钢焊条35CrMo焊条
J107Cr
低合金高强钢焊条
符合Q/12YJ4707 E10015-G
相当 GB/T 5118-95 E10015-G
用途:适用于焊接抗拉强度相应于980 MPa级的低合金高强钢结构,如30CrMnSi、35CrMo等。
特性:J107Cr是低氢钠型药皮的低合金高强钢焊条。采用直流反接,可进行全位置焊接。焊接工艺性能优良。
焊接位置:PA、PB、PC、PD、PE、PF
注意事项:
1.焊前焊条须经390-400℃烘焙2小时,然后放在100-150℃恒温箱内,随用随取。
2.焊前必须清除焊件上的铁锈、油污、水份等杂质。
3.焊接时须用短弧操作,摆动幅度不宜过大,以窄焊道焊接为宜。
4.为防止产生引弧气孔,应采用引弧板引弧或使用引弧返回方法焊接。
5.预热及道间温度保持在90-130℃之间。
熔敷金属化学成分(质量分数): %
项目 | C | Mn | Si | S | P | Cr | Mo | V |
保证值 | ≤0.15 | 1.40- 2.00 | ≤0.80 | ≤0.03 | ≤0.03 | 1.50- 2.20 | 0.40- 0.80 | 0.08- 0.16 |
例值 | 0.08 | 1.80 | 0.40 | 0.010 | 0.020 | 2.00 | 0.55 | 0.10 |
熔敷金属力学性能:(试样经880℃油淬,随之520℃,2h回火空冷)
项 目 | 抗拉强度Rm/MPa | 屈服强度Rel/Rp0.2 MPa | 伸长率A/% | 夏比V型缺口冲击吸收功KV2(J)常温 |
保证值 | ≥980 | ≥880 | ≥12 | ≥27 |
例值 | 1050 | 920 | 16 | 50 |
熔敷金属扩散氢含量:≤5.0mL/100g(色谱法)
药皮含水量:≤0.15%
X射线探伤:Ⅰ级
焊接参考电流:(DC+)
焊条直径(mm) | 2.5 | 3.2 | 4.0 | 5.0 |
焊接电流(A) | 60-90 | 80-120 | 130-170 | 160-200 |



-
 四川大西洋 ER309 不锈钢氩弧焊丝 耐蚀性好电弧稳定¥290.00
四川大西洋 ER309 不锈钢氩弧焊丝 耐蚀性好电弧稳定¥290.00 -
 弘昇代理德国蒂森伯乐 E8010管道焊条¥45.00
弘昇代理德国蒂森伯乐 E8010管道焊条¥45.00 -
 奥地利伯乐 E8010纤维素管道焊条总代理¥45.00
奥地利伯乐 E8010纤维素管道焊条总代理¥45.00 -
 上海电力 E8018-B2低氢钾型药皮耐热钢焊条¥29.00
上海电力 E8018-B2低氢钾型药皮耐热钢焊条¥29.00 -
 供应正品上海电力E81T1-B2耐热钢焊丝¥290.00
供应正品上海电力E81T1-B2耐热钢焊丝¥290.00 -
 东海溶液TM-2000H堆焊冷作模具焊条¥65.00
东海溶液TM-2000H堆焊冷作模具焊条¥65.00 -
 供应金桥A402 钛钙型不锈钢焊条 耐高温E310-16¥65.00
供应金桥A402 钛钙型不锈钢焊条 耐高温E310-16¥65.00 -
 德国UTP C276 ERNiCrMo-4耐腐蚀镍基合金焊丝¥290.00
德国UTP C276 ERNiCrMo-4耐腐蚀镍基合金焊丝¥290.00
-
 弘昇销售 北京金威 ER309LSi不锈钢焊丝 2.4mm
¥45.00
弘昇销售 北京金威 ER309LSi不锈钢焊丝 2.4mm
¥45.00 -
 现货销售大西洋 ER310 25Cr20Ni耐高温不锈钢氩弧焊丝
¥45.00
现货销售大西洋 ER310 25Cr20Ni耐高温不锈钢氩弧焊丝
¥45.00 -
 泰克罗伊Tech-Rod 182 进口ENiCrFe-3镍铬合金焊条
¥45.00
泰克罗伊Tech-Rod 182 进口ENiCrFe-3镍铬合金焊条
¥45.00 -
 原装进口ER5556铝镁合金焊丝 焊缝成形美观细腻
¥45.00
原装进口ER5556铝镁合金焊丝 焊缝成形美观细腻
¥45.00 -
 天津金桥ER316 直条不锈钢焊丝 0Cr18Ni12Mo2钢
¥45.00
天津金桥ER316 直条不锈钢焊丝 0Cr18Ni12Mo2钢
¥45.00
- 产品参数
- 图文介绍
- 企业简介
- 企业地址