













- 产品参数
- 图文介绍
- 企业简介
- 企业地址
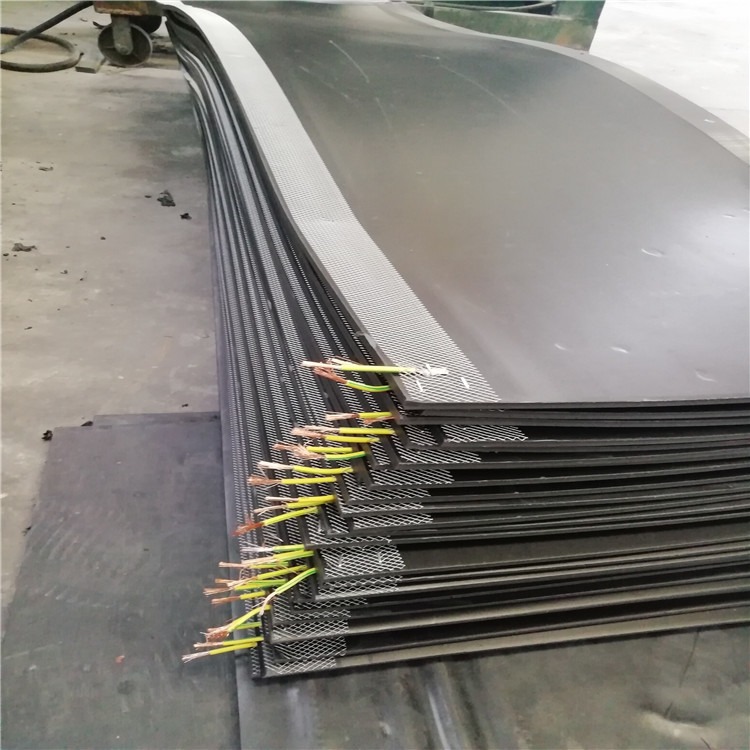
安装
热收缩带在加热安装时,基材在径向收缩的同时,内部复合胶层熔化,紧紧地包覆在补口处,与基材一起在管道外形成了一个牢固的防腐体,具有优异的耐磨损、耐腐蚀、抗冲击及良好的抗紫外线和光老化性能。
特点
—机械强度高、抗老化能力强。 —耐环境应力性能好。 —粘接性能优异。 —使用方便。 执行标准":SY/T 0413-2002,NACE RP0303-2003 *大运行温度:80℃ 适用外防腐涂层:PE、FBE、PP 钢管预热温度:75℃ 推荐除锈等级:Sa 2.5 产品规格:产品可用于DN100-DN1000的所有钢管 基材厚度从1.0-2.0mm,胶层厚度从0.8-2.0mm
技术参数
Technical Data 序号 测试项目Property 测试方法Test Method 检测结果Typical Value
基材
拉伸强度Tensile Strength GB/T1040-92 24N/mm2
断裂伸长率Ultimate Elongation GB/T1040-92 520%
介电强度 GB/1408.1-99 33MV/ m
体积电阻率 Volume Resistivity GB/T1410-89 4.0x10Ω·m
吸水率Water Absorption ASTM D570-2005 0.02
热老化(150℃,21天) GB/T1040-92
拉伸强度 14.6 N/mm2
断裂伸长率% 300%
耐紫外线老化 EN12068
断裂伸长率% 480%
热熔胶
软化点℃ GB/T4507 123℃
:
用喷枪将裁好的热缩带的前端缓慢加热到能和管道表面充分紧贴的程度,用手和辊子压住,将热缩带或热熔套沿 管道表面包卷,使之与管道两端的防腐层相互搭接不小于100mm,周向搭接宽度不小于80mm。把固定片的胶层面适当加热,对准接缝位置贴好,用喷枪加热 固定片的胶面,待热熔胶充分融化后快速粘接确保牢固。自收缩套中部沿周向用喷枪加热收缩,调整喷枪火焰,确保温度均匀,使热缩带以喇叭状均匀收缩有热熔胶从周边溢出。待收缩完毕用同样方法,再向管道一端均匀加热收缩,防止出现气泡和皱褶。
(1)确定热缩带与热缩套的搭接长度。
(2)截取热缩带的长度。
(3)热缩带的一端裁去倒角50×15mm。
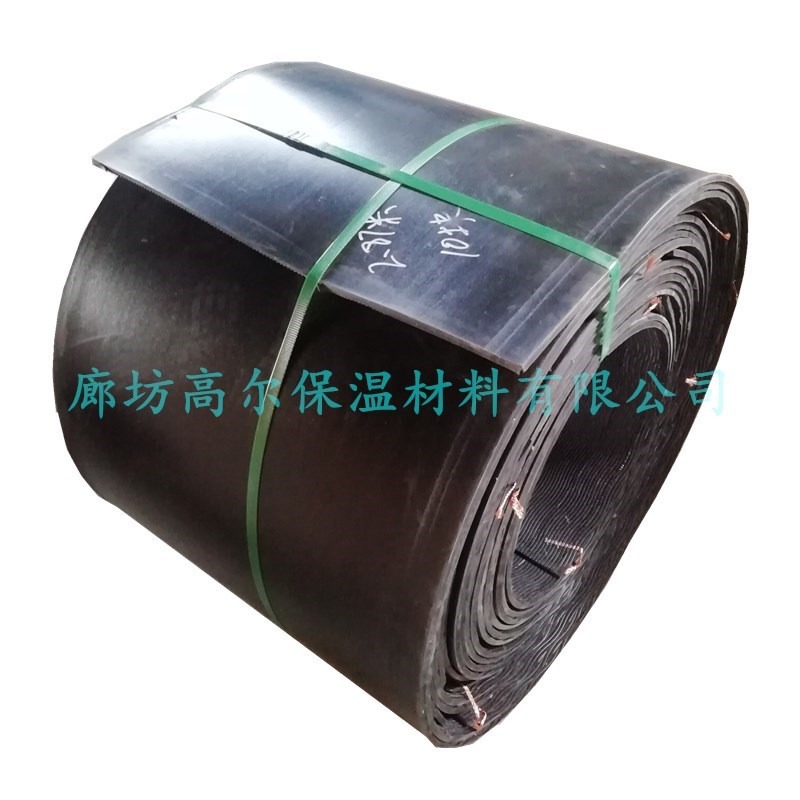
5公分管道缠绕补口热缩带 高尔定做
(4)将热缩带胶层向内包覆在接口处,并保证热缩带在搭接处居中位置。
(5)先用小火依次将搭接的两层热缩带烘烤至胶层微化并搭接固定住,再将胶层已烘烤过的压盖居中扣在搭接缝上,然后用中火来回均匀烘烤压盖直至压盖与热缩带完全粘接无翘边和气泡,加热过程中可用手套或压滚抚平压盖使其与热缩带紧密粘接。
(6)压盖压紧后,从热缩带的中部开始,X先烘烤与套管搭接的一边,烘烤时应从底部开始,并遵循由下向上、由里向外的烘烤规则,以避免气泡产生, (7)调整喷枪火焰长度,先沿热缩带中部环向均匀加热,中间收缩完后再依次加热两端,加热过程中喷枪应来回移动以保证热缩带不局部过热。
(7)调整喷枪火焰长度,先沿热缩带中部环向均匀加热,中间收缩完后再依次加热两端,加热过程中喷枪应来回移动以保证热缩带不局部过热。
(8)加热收缩时应仔细观察热缩带边沿是否有热熔胶溢出。
(9)待收缩完毕后,再次检查热缩带和压盖是否有翘边和气泡存在,若有应及时修补排除气泡保证热缩带和压盖平整。 (10)严禁保温材料浸水,如发现保温层浸水,应挖去进水部分保温材料重新进行保温。
(10)严禁保温材料浸水,如发现保温层浸水,应挖去进水部分保温材料重新进行保温。
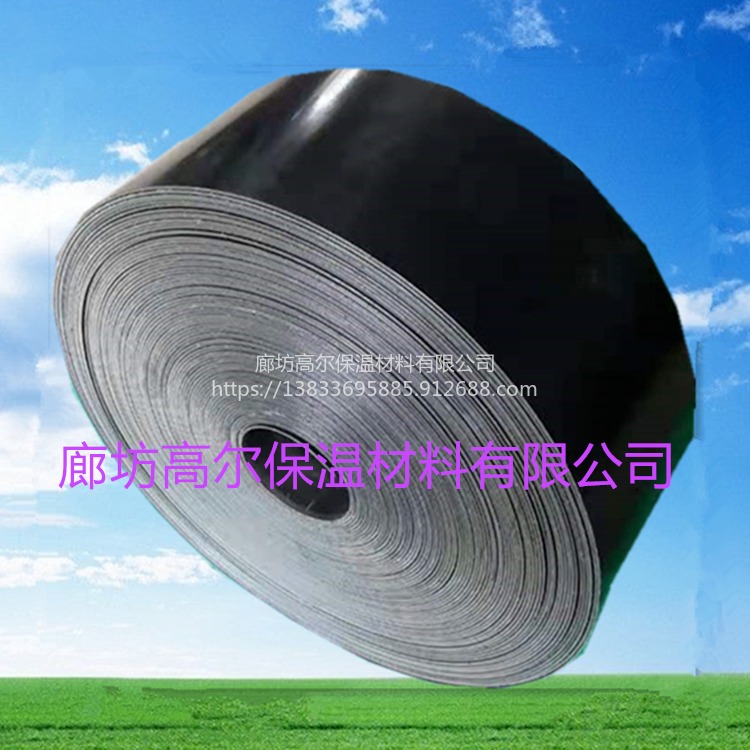
热缩带系列产品是为埋地及架空钢质管道焊口的防腐和保温管道的保温补口而设计的。热缩带在行业内称为活套,相对热缩套的叫死套来讲的,除了热缩带主体,还配有胶条和固定片,且热缩带便于规模化生产,施工也方便很多。
管道外防腐层补口是防腐系统工程中的重要环节,其质量的X劣直接影响管道的防腐质量。常见的 补口方法有沥青热浇涂、热烤沥青缠带、聚乙烯胶粘带、环氧粉末、聚乙烯电热熔套、幅射交联聚乙烯热收缩套、复合结构等。













- 产品参数
- 图文介绍
- 企业简介
- 企业地址