









你可能还喜欢




- 产品参数
- 图文介绍
- 企业简介
- 企业地址
产品参数
产地
河北廊坊
材质
聚乙烯
品牌
高尔
规格
齐全
型号
定做
适用范围
管道补口
图文介绍
管道接口防腐电热熔套 高尔定做 补口皮子 DN650补口聚乙烯热熔套 防腐保温管接头电热熔套
聚乙烯电热熔套:安装步骤
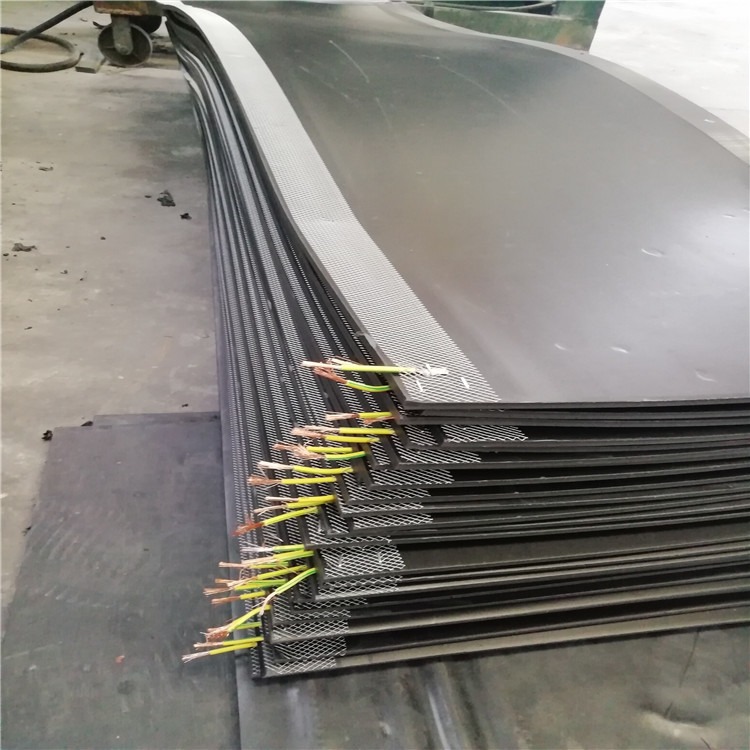
1、安装热熔套时,应清除接头部位泥土、污物,把热熔套放于接口中间,并保证电热丝放置于外套这上;
2、将热熔套搭接,并在热熔大纵向接缝处放置压板,以保证接口搭接处紧密接触,热熔套中两端电热比部位用打包带扎紧、扎牢,不得松动;
3、将热熔套上的电热丝与控制箱(输出)连接,启动开关,可根据规格参考表设定电压及通电时间;
4、当接头边缘有熔化后的聚乙烯溢出,切断电源或自动断电;
5、一般根据现场环境情况,热熔套接口需要20-30分钟自然冷却,然后才以卸下打包带和压板。
补口前必须对补口位进行清理,将环向焊缝及附近的毛刺、焊渣、污物、油及杂物清理干净。队补口部位表面进行除锈处理,表面除锈处理质量应达到涂装前钢材表面锈蚀等级,GB/8923规定的Sa2.5Sa3.0级。可选用喷砂或电动工具除锈。补口搭接部位的聚乙烯层应打磨至表面粗糙。其端部进行坡口处理,坡角其端部进行坡口处理,坡角不大于30度,然后用火焰加热器队补口部位进行预热。防腐热缩套与聚乙烯防腐层搭接宽度不小于100mm。如果湿度大于85或下雨、雪天应停止施工。
专业生产PE热熔套 焊接工艺利用聚乙烯管材热熔性原理,通过电加热原理,通过电加热方法,把接头套管和直管外套融为一体,其焊接强度高,适用于各种敷设形式的直埋式保温管接头施工,经多项工程实践证明,此工艺施工简便,质量可靠。 规格:
规格:
目前生产的DN200以上规格预制直埋式保温管均有配电的电热熔节。
装置:
专用电热熔套节
专用电控箱
夹紧装置
企业简介

企业法人:
刘美超
企业类型:
有限责任公司(自然人独资)
成立日期:
2020-05-13
经营状态:
-
工商注册号:
131025000123057
社会统一信用代码:
91131025MA0EXUGT0T
组织机构代码:
-
注册资金:
100.000000万人民币
经营范围:
节能技术推广服务。加工销售:隔热膜、电热熔套、接口皮子、热缩带、销售:钢套钢蒸汽保温管、聚乙烯夹克管、镀锌铁皮保温管、钢管、管道防腐保温材料、聚氨酯制品、聚氨酯组合料、岩棉制品、玻璃棉制品、硅酸铝制品、橡塑制品、保温材料、保温材料辅料、防火材料、密封材料、防腐材料、防水材料、机械设备、电线电缆、化工产品(不含危毒品)保温工程、防腐工程施工。。(依法须经批准的项目,经相关部门批准后方可开展经营活动)
企业地址
店铺新品











- 产品参数
- 图文介绍
- 企业简介
- 企业地址
13833695885