



你可能还喜欢





- 产品参数
- 图文介绍
- 企业简介
- 企业地址
产品参数
品牌
Panasonic/松下
型号
YD-500GR
工作形式
弧焊
焊接方式
拉弧式
电流
交流/直流
样式
台式
驱动形式
自动
保护气体类型
Ar,CO2,等惰性气体
作用对象
金属
输入电压
380V
频率
50 / 60HZ
额定输入电源容量
29.9 kVA
空载电压
80V
输出电流调节范围
60-500A
额定负载持续率
99.99%
功率
13.5KW
功率因素
0.95
效率
高
绝缘等级
H
外壳防护等级
IP23S
外形尺寸
735×380×875 mm
重量
110 kg
用途
手工焊/自动焊
工具净重
109kg
3C证书编号
0056582397
可售区域
全球
控制方式
IGBT
产地
唐山
焊接模式
MIG、MAG、TIG
库存
现货
配置
官方标准
质保
一年
显示方式
数字显示
售后
终身售后
连接方式
快插
配送
免邮
节能等级
二级
发货地
上海
图文介绍

主要焊接方法:CO2, MAG,不锈钢MIG
主要焊接材料:碳钢

根焊Root
Root是一种低热量输入的短路过渡方式。通过精细的波形控制,使电弧更稳定、热输入更低、熔滴过渡更均匀,从而提高了电弧搭桥能力,特别适合大间隙焊接、开坡口件打底焊接及立向上焊接。打底焊接时大幅降低清根工作量甚至无需清根,背透光滑均匀,立向上焊接时可以减少摆动甚至无需摆动


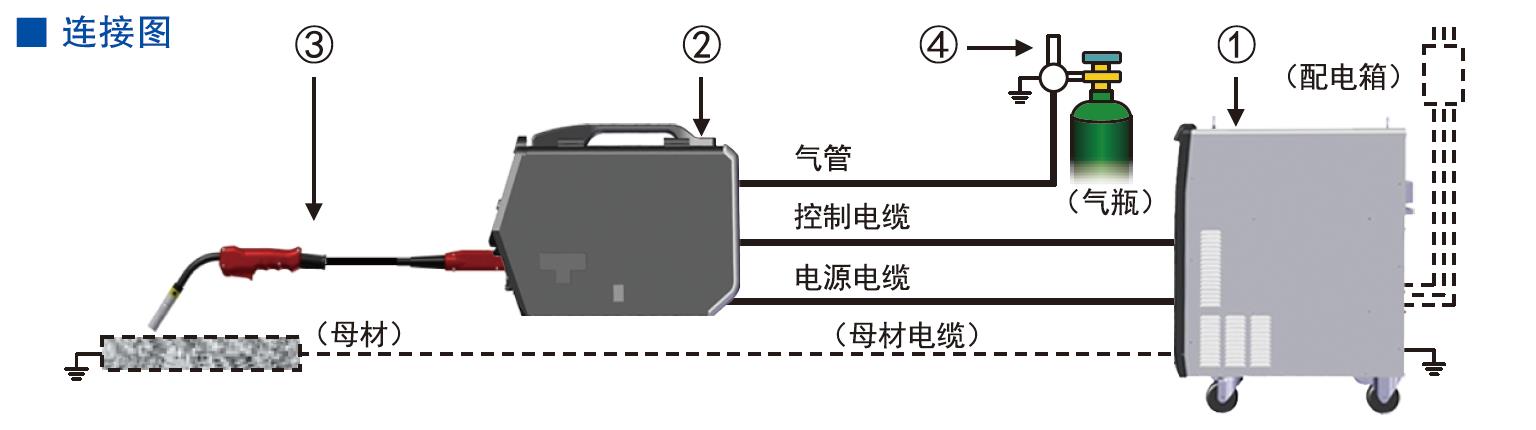
连接图
操作面板

额定规格
电源型号 | YD-500GR5 | |
产品序列号 | YD-500GR5HVE | |
输入电压 | AC 三相 380 V | |
额定输入容量 | 29.9 kVA | |
额定输入功率 | 23.9 kW | |
输入电源频率 | 50/60 Hz | |
输出特性 | CV(恒压特性) | |
额定输出电流 | DC 500 A | |
额定输出电压 | 39 V | |
空载电压 | DC 80 V | |
输出电流范围 | DC 60-500 A(电阻负载输出能力) | |
输出电压范围 | 17-39 V(电阻负载输出能力) | |
额定负载持续率 |
| |
控制方式 | IGBT逆变控制 | |
冷却方式 | 强制风冷 | |
适用焊丝类型 | 药芯/实芯 | |
规范调节 | 分别/一元化 | |
适用焊丝直径 | 实芯 | 0.8/1.0/1.2/1.4/1.6 mm |
药芯 | 药芯碳钢1.2/1.4/1.6 mm 药芯不锈钢1.2 mm | |
时序 | 焊接/焊接—收弧/初期—焊接—收弧/点焊 | |
保护气体 | CO2焊接 | CO2: |
MAG焊接 | Ar:80 %,CO2:20 % | |
MIG焊接 | Ar:98%, CO2:2% | |
气体检查时间 | 60 s ( 长气体检查时间) | |
提前送气时间 | 0 – 5.0 s 连续调节 (0.1 s 递增) | |
滞后停气时间 | 0 – 5.0 s 连续调节 (0.1 s 递增) | |
点焊时间 | 0.3–10.0 s 连续调节(0.1 s 递增) | |
绝缘等级 | 主变 155 ℃(电抗器 200℃) | |
防护等级 | IP23S | |
外形尺寸(长×宽×高) | 735×380×895 mm | |
重量 | 110 kg | |

企业简介

企业法人:
代文龙
企业类型:
有限责任公司(自然人投资或控股)
成立日期:
2012-03-21
经营状态:
-
工商注册号:
310120001991447
社会统一信用代码:
9131012059168890XM
组织机构代码:
-
注册资金:
500.000000万人民币
经营范围:
印刷机械设备、焊接设备及配件、包装机械及配件、锅炉、机电设备、电器设备、电气设备、电子产品、环保设备、五金工具、仪器仪表、办公设备、金属材料、化工原料及产品(除危险化学品、监控化学品、烟花爆竹、民用爆炸物品、易制毒化学品)、建筑装饰材料批发、零售,商务信息咨询,图文设计、制作,货物或技术进出口(国家禁止或涉及行政审批的货物和技术进出口除外)。
【依法须经批准的项目,经相关部门批准后方可开展经营活动】
企业地址
店铺新品
-
 激光焊接机器人 取料机器人自动上下料机器人¥2.70万
激光焊接机器人 取料机器人自动上下料机器人¥2.70万 -
 等离子切割机器人 高精度切割和打坡口¥2.80万
等离子切割机器人 高精度切割和打坡口¥2.80万 -
 凯尔达LGK-40N单相220V小型等离子切割机10mm以内品质切割¥1380.00
凯尔达LGK-40N单相220V小型等离子切割机10mm以内品质切割¥1380.00 -
 瑞凌空气等离子切割机LGK-63G 轻工业级数控切割机380V 高频起弧¥3600.00
瑞凌空气等离子切割机LGK-63G 轻工业级数控切割机380V 高频起弧¥3600.00 -

-

-

-

猜你喜欢
-
 发那科机器人焊接系统 实现产品工件的焊接自动化
¥9.80万
发那科机器人焊接系统 实现产品工件的焊接自动化
¥9.80万 -
 升降电梯电动升降货梯物流输送电梯 实现工厂大件货物上下楼层自动垂直运输
¥17.80万
升降电梯电动升降货梯物流输送电梯 实现工厂大件货物上下楼层自动垂直运输
¥17.80万 -
 新款松下交直流氩弧焊机YC-350WX5 铝焊和不锈钢焊接升级
¥1.90万
新款松下交直流氩弧焊机YC-350WX5 铝焊和不锈钢焊接升级
¥1.90万 -
 松下YC-500WX5全数字交直流氩弧焊机 铝焊用TIG焊机
¥3.90万
松下YC-500WX5全数字交直流氩弧焊机 铝焊用TIG焊机
¥3.90万 -
 火焰切割机器人 自动打坡口
¥2.60万
火焰切割机器人 自动打坡口
¥2.60万
- 产品参数
- 图文介绍
- 企业简介
- 企业地址
18201707759