













- 产品参数
- 图文介绍
- 企业简介
- 企业地址





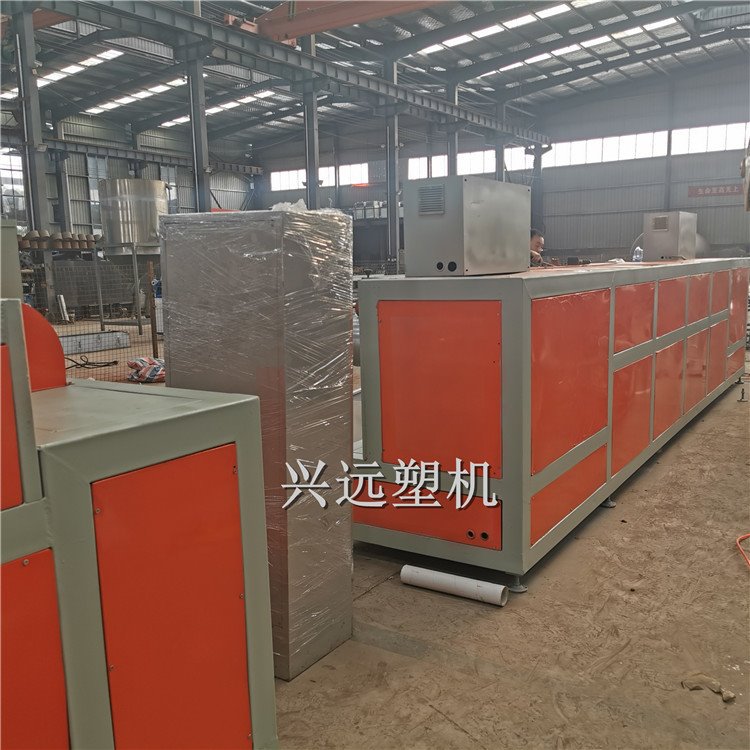
保证打包带机螺杆塑化质量的主要方法
(1.采用屏障头等剪切元件,在熔料流过小间隙时通过剪切作用促使能量转换以加速塑料熔融。屏障阻止了未熔塑料通过,因此保证了高转速下的塑化质量。采用分流型销钉螺杆、DIS螺杆、开槽螺杆等以混合元件为主的新型打包带机螺杆,通过打乱料流、改变流线位置、混合液相和固相,达到促使固相粉碎细化从而加速熔融的目的,也可以达到将热量传给固相从而降低挤出物平均温度的目的;还可以达到将熔料各组混合均匀减小波动的目的。
(2.依靠附加螺纹将已熔液相分离并及时导走,在此过程中未熔固相与热机筒充分接触以加速其熔融过程。分离型螺杆便是按此原则设计的。
(3.通过料流截面积大小和形状的不断变化达到对塑料进行捏合、滚压、分割、从而达到加强混炼塑化的目的。波形螺杆等变流道螺杆便是按照这个原理设计的。
(4.当塑料熔化以后,应当尽可能不再增加熔料的温度。其办法主要是减小已熔料的剪切速率和高温机筒已熔料的传热面积。熔料槽螺杆和XLK螺杆都是按此原则设计的。
(5.通过合理地设计打包带机组螺杆和机筒的加料区,在螺杆上今早地简历高压,这样由于压缩点的前移导致熔点的前移,加速了塑料的熔化。高压的简历还提高了输送效率,减小了压力波动。IKV系统便是按此原则设计的。
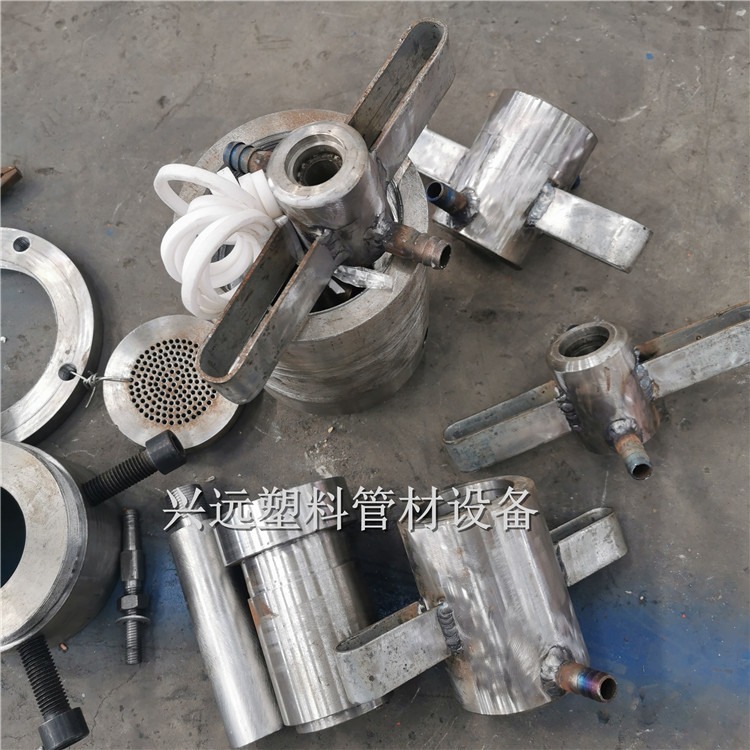
塑料打包带机螺杆不下料怎么解决
(1,塑料中回料添加太多。
(2,螺杆出现包胶现象——塑料包住螺杆一起旋转。
(3.螺杆与料筒磨损,或者是过胶圈的磨损,造成塑料漏流不往料筒前端输送。
(4.温控不准确,料筒的后端温度太高,调整温度的设定,另外可以检查冷却水路是否堵塞。
(5.料筒下料口堵塞,检查该处是否有熔化的塑料块粘结在这里。
(6.塑料粒太大,产生架桥现象,可将塑料再次粉碎。
(7.塑料里面添加油品太多,造成螺杆打滑。
(8.新换的螺杆如果不下料,可能是螺杆与料筒下料口的设计不恰当,对于螺杆方面就是螺杆的加料段螺槽太浅,导致打包带机螺杆在旋转的时候不能带动塑料。
(9.往前输送,或者是输送的料量很少;对于料筒方面就是下料口的设计。





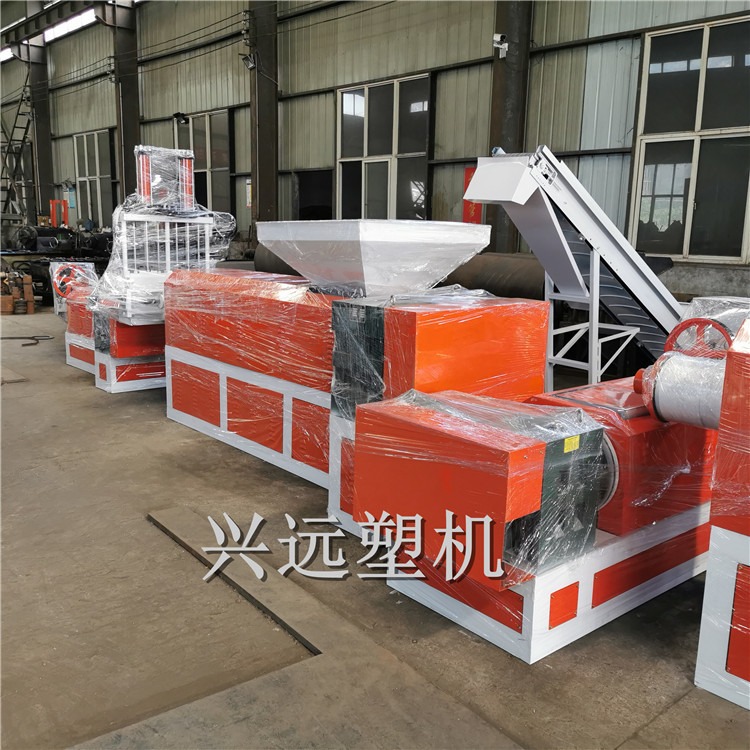
我厂免费派技术人员去用户当地进行安装调试,传授技术配方及生产工艺,塑料打包带机厂家是橡塑机械制造的专业生产基地,为广大用户提供优惠价格,企业全体员工在工作中精益求精,为用户提供品质优良的机械设备,我们以优惠的价格,完善的售后服务赢得了广大用户的称赞!


-

-
 聚苯乙烯泡沫粉碎机 PS聚苯乙烯泡沫造粒机组 投资小 见效快 兴远塑机¥8500.00
聚苯乙烯泡沫粉碎机 PS聚苯乙烯泡沫造粒机组 投资小 见效快 兴远塑机¥8500.00 -

-

-

-

-

-




- 产品参数
- 图文介绍
- 企业简介
- 企业地址