




- 产品参数
- 图文介绍
- 企业简介
- 企业地址
 一、设备使用环境
一、设备使用环境
(1)环境温度:-10-50℃;
(2)环境湿度:月平均湿度≤80%;
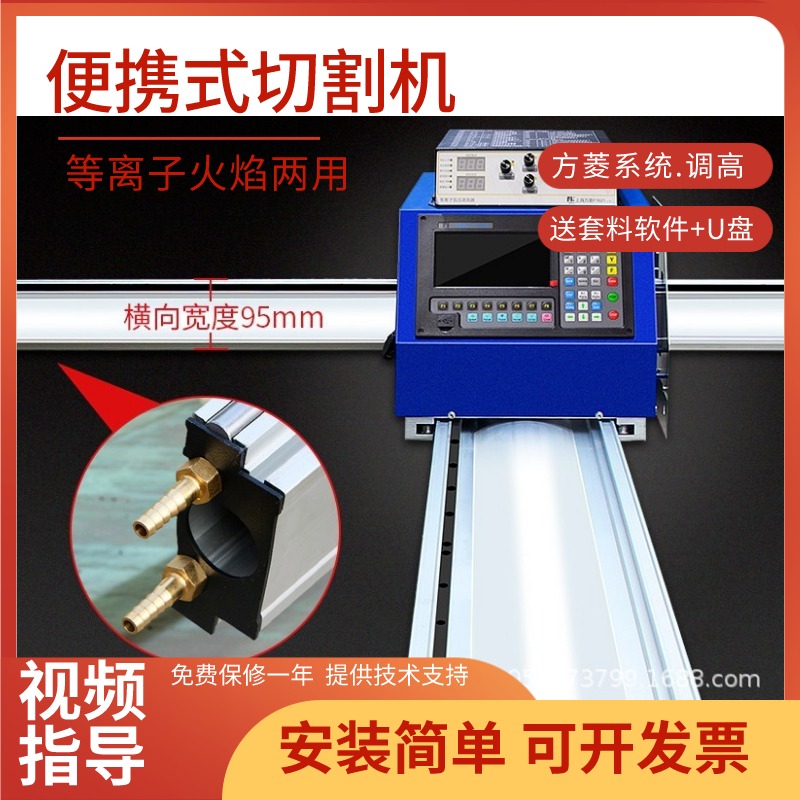
(3)电源:控制系统电源输入220V±10% 50Hz;
(4)气源:氧+燃气,,(预热氧≥0.7Mpa,切割氧≥1Mpa,燃气≥0.05Mpa);
(5)气体:空气、氧气,气压 8.3bar,
(6)安装场地:室内安装,混凝土地基,要求地面平整,倾斜度不大于 1/100;
(7)等离子电源及控制柜需要安全接地。
二、设备主要技术参数
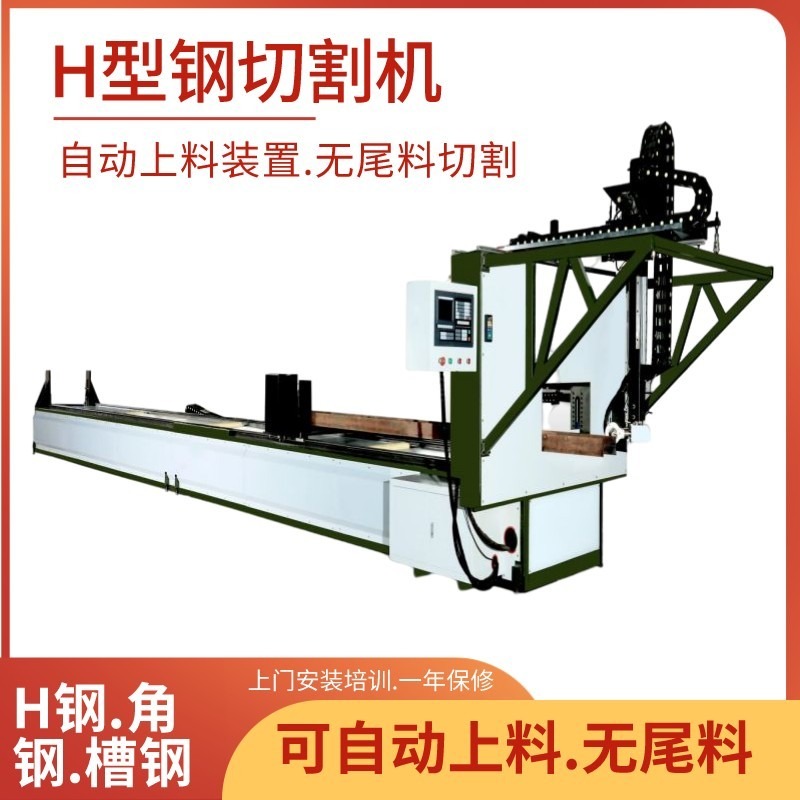
(一)、配置(切割方管管径:60-300mm ,有效管长12m,圆管切割管径60-300mm,有效管长9米,切割壁厚:15mm以内)
机械部分 1、主机横向 电动调节
2、相贯线导轨长度 12000mm
3、横向及纵向驱动方式 齿轮齿条
4、管路传动方式 四爪手动卡盘模式(两联动)
电控部分 5、数控系统 SF2600方圆管专用数控系统
6、主驱动系统 禾川、Panasonic松下伺服电机和驱动器
(二)、主要技术指标
切割范围 1、 有效切割直径 300mm
2、 小有效切割直径 60mm
3、切割尾料:700-800mm
切割指标 4、数控切割壁厚 3-15mm
机器性能 5、整机运行速度 1000-5000mm/min
6、设定速度误差 ≤±5%
(三)、设备运动轴数及活动范围
运动轴 | 切割机轴数选择 | 活动范围 |
A轴*2 | 管件旋转轴 | 360°自由回转 |
X轴*1 | 割炬沿管件轴向水平移动轴 | 行程600mm |
B轴*1 | 割枪摆动轴 | 割枪摆动180° |
Y轴*1 | 割炬沿管件径向移动轴 | 行程400mm |
Z轴*1 | 割炬升降体上下移动轴 | 行程800mm |
C轴*2 | 自动送料轴 | |
E轴*1 | 割枪旋转轴 | 割枪旋转360° |
(四)、切割速度
等离子切割速度 | 1000~6000mm/min |
移动速度 | 10~10000 mm/min |
(五)、割炬移动重复定位精度=±0.5mm/1000mm; 母线定位精度=±0.5mm 坡口定位精度=±0.5°,切割过程中各个割区之间相对位置累积误差=±1mm,尾料长度:700-800mm
三、机械运动性能及精度指标
JT-8FYG型数控方管相贯线切割机整机定位精度、重复精度达到 JB/T 5102-99标准,切割质量达到JB/T10045.3-1999标准,切割粗糙度Ra?12.5μm。
要求各运动部件在工作过程中运行平稳,无明显的振动(跳动)现象。
1、管件旋转轴(A轴)
驱动系统 精密齿轮箱、齿轮副传动
转速 0.1-25 rpm/min
驱动系统 1.5KW禾川伺服电机和驱动器 2套
2、割炬沿管件轴向水平移动轴(X轴)
驱动系统 行星精密齿轮箱,齿轮、齿条传动
割炬大车有效行程 600mm
驱动系统 400W Panasonic松下伺服电机和驱动器 1套
复位精度 ±0.5mm
3、割炬沿管件径向移动轴(Y轴)
驱动系统 行星精密齿轮箱,齿轮、齿条传动
割炬前后移动行程 400mm
驱动系统 400W Panasonic松下伺服电机和驱动器 1套
4、割炬升降体上下移动轴(Z轴)
驱动系统 滚珠丝杠升降装置
割炬上下移动行程 800mm
驱动系统 200W Panasonic松下伺服电机和驱动器 1套
复位精度 ±0.5mm
5、自动送料轴(C轴)
驱动系统 行星精密齿轮箱,齿轮、齿条传动
驱动系统 750W Panasonic松下伺服电机和驱动器 2套
6、割枪摆动轴(B轴)
驱动系统 行星精密齿轮箱,齿轮、齿条传动
驱动系统 200W Panasonic松下伺服电机和驱动器 1套
7、割枪旋转轴(E轴)
驱动系统 行星精密齿轮箱,齿轮、齿条传动
驱动系统 200W Panasonic松下伺服电机和驱动器 1套
四、SF-2600方管相贯线数控系统介绍

1.1系统综述
本系统是针对加工封口或多管的相贯线切割和焊接机床,开发的一套能够计算并自动生成相贯线数控加工代码的数控系统。通过设置各个工艺参数和后置处理, 后生成加工代码.此过程可以节省大量的人力和时间。并且 限度的减少人为和系统因素的影响,使管缝切割精度高,保证焊接质量更加稳定可靠。
适用于3-6轴管道相贯线的切割(和焊接)。控制3线性轴X,Y,Z构成龙门式三维空间。A是主旋转轴,B是左右偏摆轴,A和B构成拟合角的旋转和偏摆。
1.2系统特色
l 用户编程形象简单。只需填入相应的参数,可在一个管子上连续自动生成多点母管和支管的切割(和焊接)程序。
l 丰富的图库,包括任意对接的三通管(母管和支管),管截断,任意多边形,支持循环加工。
l 通过示教编程,可灵活生成自己的加工轨迹。
l 通过六轴联动控制,确保加工(切割)出来管子变角度坡口,可达到两管配合后焊道等宽的效果。
l 图形拼接功能,可以一次输入参数,直接生成全部加工代码;
l 具有割缝补偿,原轨迹回退功能;
l 断点恢复,自动断电恢复功能,断点自动记忆;
l 任意选段和选穿孔点加工功能;
l 回退,选段,断点恢复中, 可任选穿孔位置等功能,极大方便用户的操控;
l 参数示意图形象生动;
l 采用了特殊的小线段处理功能,行走流畅;
l 可以实现非相贯切割,在管子上切割出任意的其他图案;
l 非相贯切割时的割缝补偿功能;
l 中英文操作界面转换,动态图形显示,1~8倍的图形放大,动点自动跟踪,采用U盘读取程序和及时软件升级。
1.3技术指标
l 处理器: 采用工业级ARM7处理芯片;
l 显 示: 10.4英寸(640*480)彩屏液晶显示;
l 输入\输出:系统提供24路光电隔离输入,24路光电隔离输出;
l 联动轴数: 4轴;
l 高速度: < 24米/分
l 脉冲当量: 灵活调整,电子齿轮分子,分母(1~65535)可选;
l 存储空间:32M~64M超大用户程序存储容量,加工程序不受限制;
l 工作温度: 0℃ ~ +40℃;储存温度 : -40℃ ~ +60℃ ;
五、新款四爪卡盘

特点:两两联动,自动定心,大大提升装夹速度
六、四爪卡盘双旋转

特点:同步翻转工件,避免因管径太小,过长导致切割过程中甩动
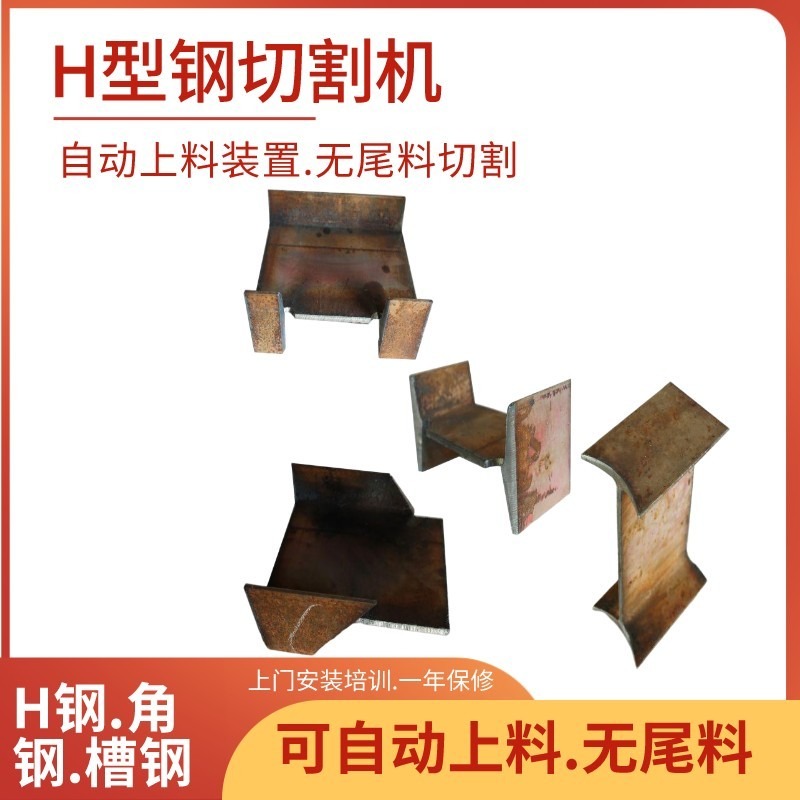
七、斜切工件样品展示


特点:避免搭接时因壁厚而导致干涩现场,对后续焊接造成影响










- 产品参数
- 图文介绍
- 企业简介
- 企业地址