









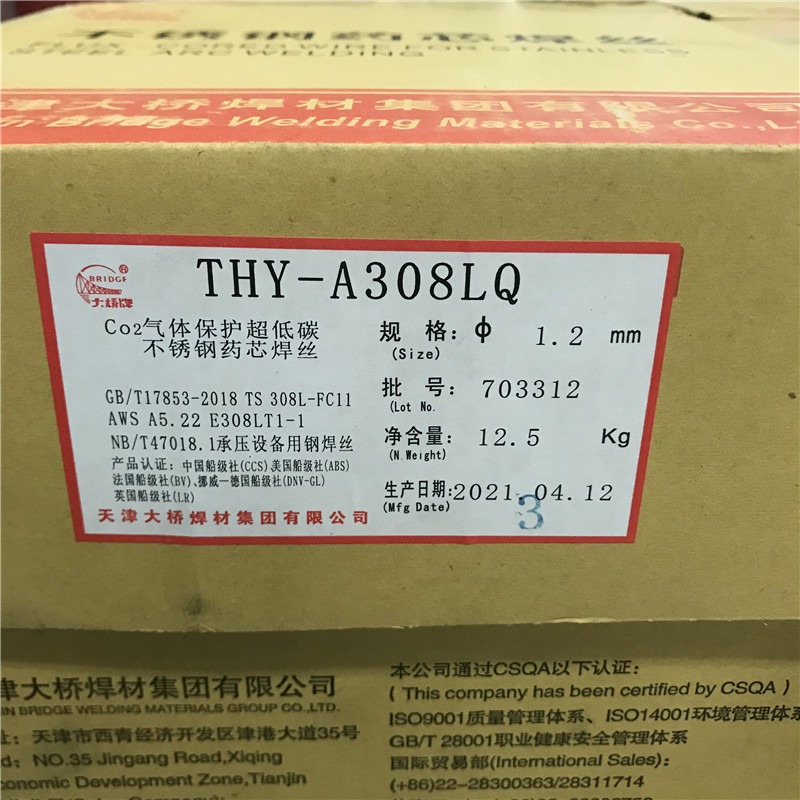
- 产品参数
- 图文介绍
- 企业简介
- 企业地址
进口低合金耐热钢药芯焊丝 91B3日本神钢药芯焊丝总代理 药芯低合金耐热钢焊丝厂家直销焊丝直径影响熔深、焊丝熔化速度及熔滴过渡形式。直径大于2mm的焊丝只能用于细颗粒过渡的焊接。焊接电流相同的情况下,焊丝直径超小,熔深越大,熔化速度越高。一般地,细丝用于焊接薄板,随着被焊板材厚度的增加,焊丝直径也应该相应增加。应妥善运输,以防止包装破损,焊剂应存放在干燥的房间内,防止受潮而影响焊接质量,其室温为5-50℃,不能放在高温,高湿度的环境中。使用前,焊剂应按说明书所规定的参数进行烘焙。烘焙时,焊剂散布在盘中,厚度**不超过50mm。奥氏体不锈钢具有很好的焊接性,无需采取特殊工艺措施即可焊接。但是如果焊条选择不恰当,也是会产生焊接缺陷的。为什么不锈钢不能用碳钢焊条焊接,就是因为这样做会使不锈钢产生晶间腐蚀。埋弧焊用焊剂:焊剂一般为袋装什么叫做晶间腐蚀呢。 我公司试了很多家FCAW药芯焊丝,低温韧性很难保证,希望焊材企业,针对此问题,开发出适合生产使用的焊材,这对提高生产率及保障焊接稳定性都是非常有意义的。针对绿色焊接——健康、环保与安全生产,我认为未来焊材的研发要提高其工艺性,减少粉尘、污染、飞溅及噪声等,减少对环境及焊工的伤害,希望研发更多更好的自动焊焊材,也希望焊接机器人能更快地在船舶行业推广,提高生产率,解放劳动力。 填充、盖面焊接宜采用连弧焊,电弧有很高的挺度、铁液流动性稍差,电弧稳定性较好不易粘焊条,焊接时端部套筒保护较深易操作,熔深为1~2mm,熔宽适中,焊后表面光滑、无明显药皮残留,连弧焊焊道饱满成形美观,无气孔、收弧裂纹、缩孔,适用全位置焊,易操作,电流适应性较低。药皮没有变质,焊条烘干后,可保持原来性能而不影响使用。烘烤温度不可过高,过低。温度低了,水分除不掉,温度过高,易造成药皮开裂,酥脆,脱落或药皮成分起变化,影响焊接质量












- 产品参数
- 图文介绍
- 企业简介
- 企业地址