







- 产品参数
- 图文介绍
- 企业简介
- 企业地址



MIG、TIG焊丝说明
一、概述
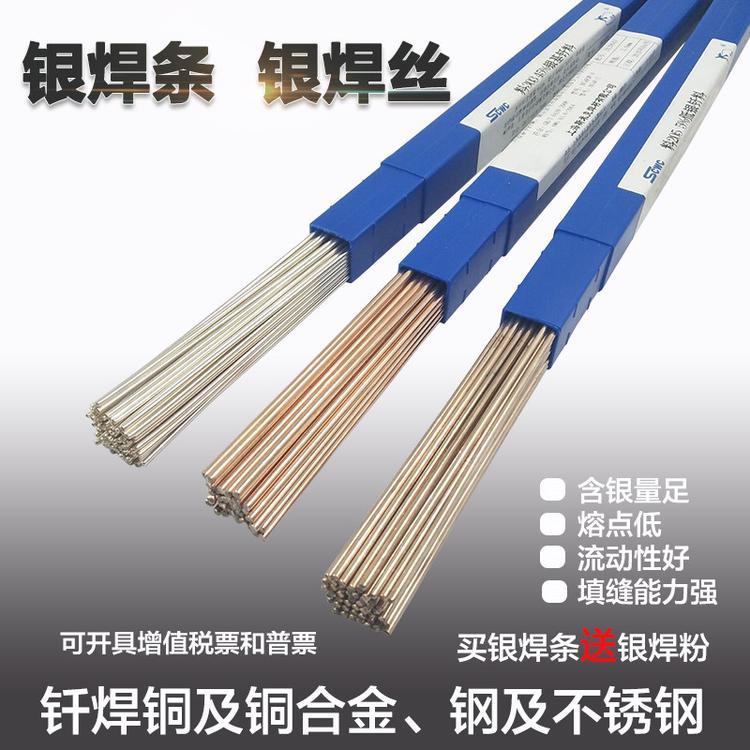
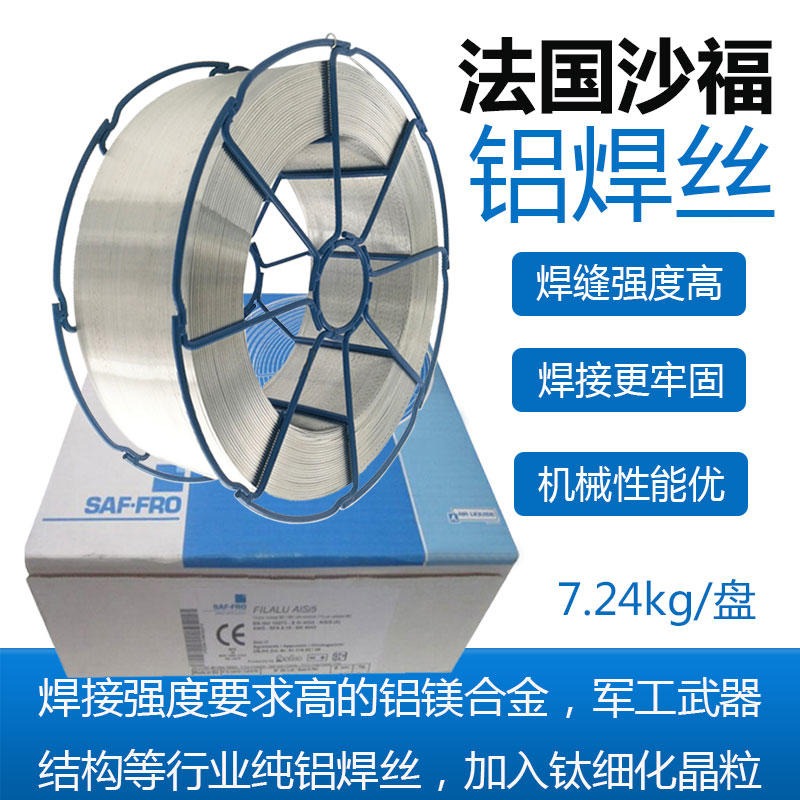
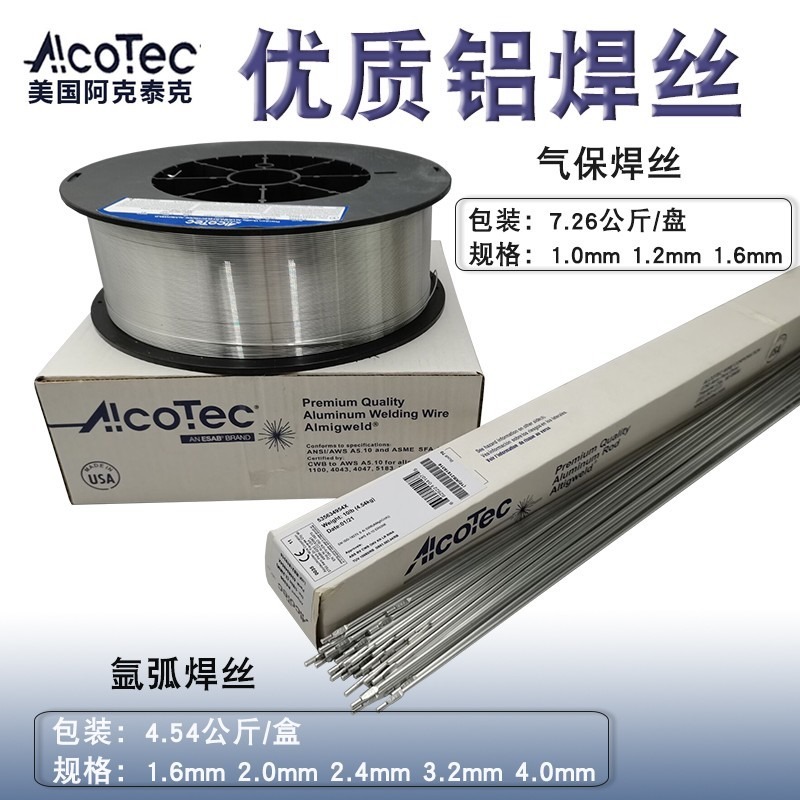
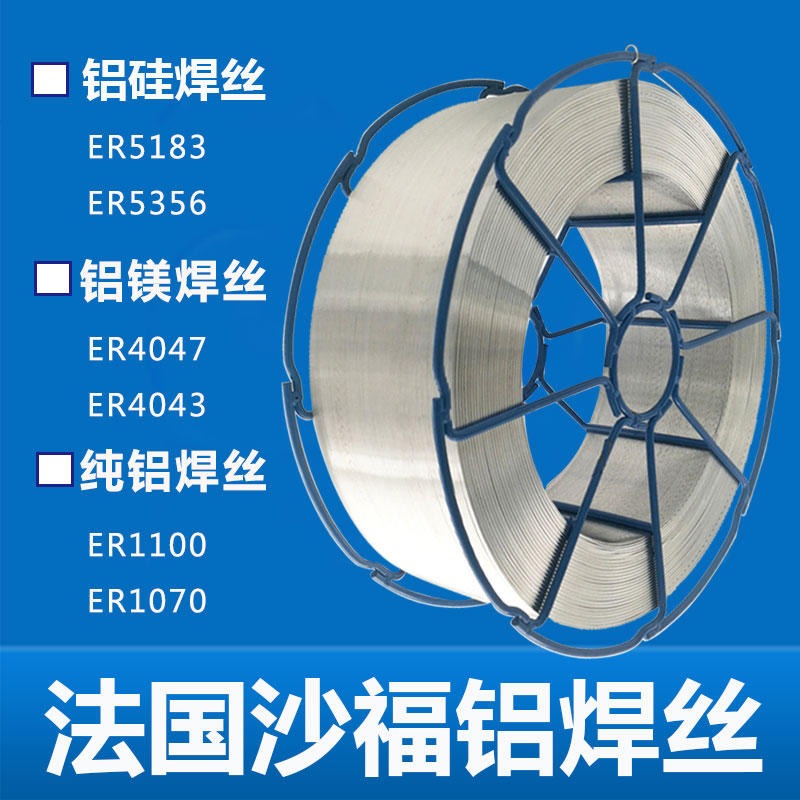
MIG 焊接即熔化极惰性气体保护电弧焊,是以Ar等惰性气体作为主要保护气体,包括纯Ar或Ar气中混合少量活性气体 (如2%以下的O2或5%以下的CO2气体)进行熔化极电弧焊的焊接方法。MIG焊丝以层绕方式成卷或盘状供货。
TIG焊接(钨极氩弧焊)是以纯Ar作为保护气体,以钨极作为电极的一种焊接方法。TIG焊丝以一定长度(通常1m)的直条状供货。本公司可根据用户要求研制、生产后续表列以外的不锈钢及碳钢TIG、MIG及埋弧焊丝。
二、焊丝的选用
MIG及TIG焊接方法主要以纯Ar作为保护气体,熔池中的合金氧化很少,使得焊接接头具有极为优异的综合理化性能;但可能有损焊接效率。
不锈钢的性能很大程度上取决于成分。不锈钢埋弧焊丝的成份设计都考虑了由于焊接时合金的烧损。该系列焊丝的选择应以被焊母材成份为准,选用相同的合金体系;焊丝成份尽量接近(等于或稍高于) 母材成份。合金体系的不同对不锈钢性能 (如延展性、耐腐蚀性、抗裂性等) 影响是巨大的,应关注。
三、焊接注意事项
1. MIG焊接
A: 保护气体流量以15~25L/min为宜;
B: 电弧长度一般控制在4~6mm左右;
C: 风的影响对焊接特别不利,当风速大于0.5m/s 时应采用防风措施;注意换气,避免对操作者的伤害;
D: 采用脉冲电弧电流,能获得稳定的喷射电弧,特别适宜不锈钢、薄板、立焊、堆焊的焊接;
E: 请采用Ar+2%O2气体组合焊接超低碳不锈钢,不应用Ar与CO2混合焊此类钢;
F: 焊接时严格清除焊接处的油、锈、水份等杂质。
2.TIG焊接
A: 保护气体流量要求:当焊接电流在100~200A之间时为7~12L/min;当焊接电流在200~300A之间时为12~15L/min为宜。由于送气管的破损造成保护气体混有湿空气,对焊接接头的性能是有影响的;
B: 钨极伸出长度相对喷嘴应尽可能短,电弧长度应以 1~4mm 为准(焊接碳钢时为2~4mm;低合金钢及不锈钢焊接时为1~3mm);
C: 当风速大于 1.0m/s 时应采用防风措施;注意换气,避免对操作者的伤害;
D: 焊接时应严格清除焊接处的油、锈、水份等杂质。
E: 建议采用陡降外特性的直流电源,钨极为正极。
F: 在焊接1.25%Cr以上的低合金钢时,背面也应进行保护。









- 产品参数
- 图文介绍
- 企业简介
- 企业地址