


你可能还喜欢





- 产品参数
- 图文介绍
- 企业简介
- 企业地址
产品参数
加工定制
是
品牌
华宇
种类
冷弯机
型号
高空压瓦机
别名
压瓦机 彩钢设备
用途
用于钢结构 屋顶横跨板 厂房
电动机功率
4KW
外形尺寸
9500*1500*1300
重量
5.5T
订货号
2
货号
2
是否跨境货源
否
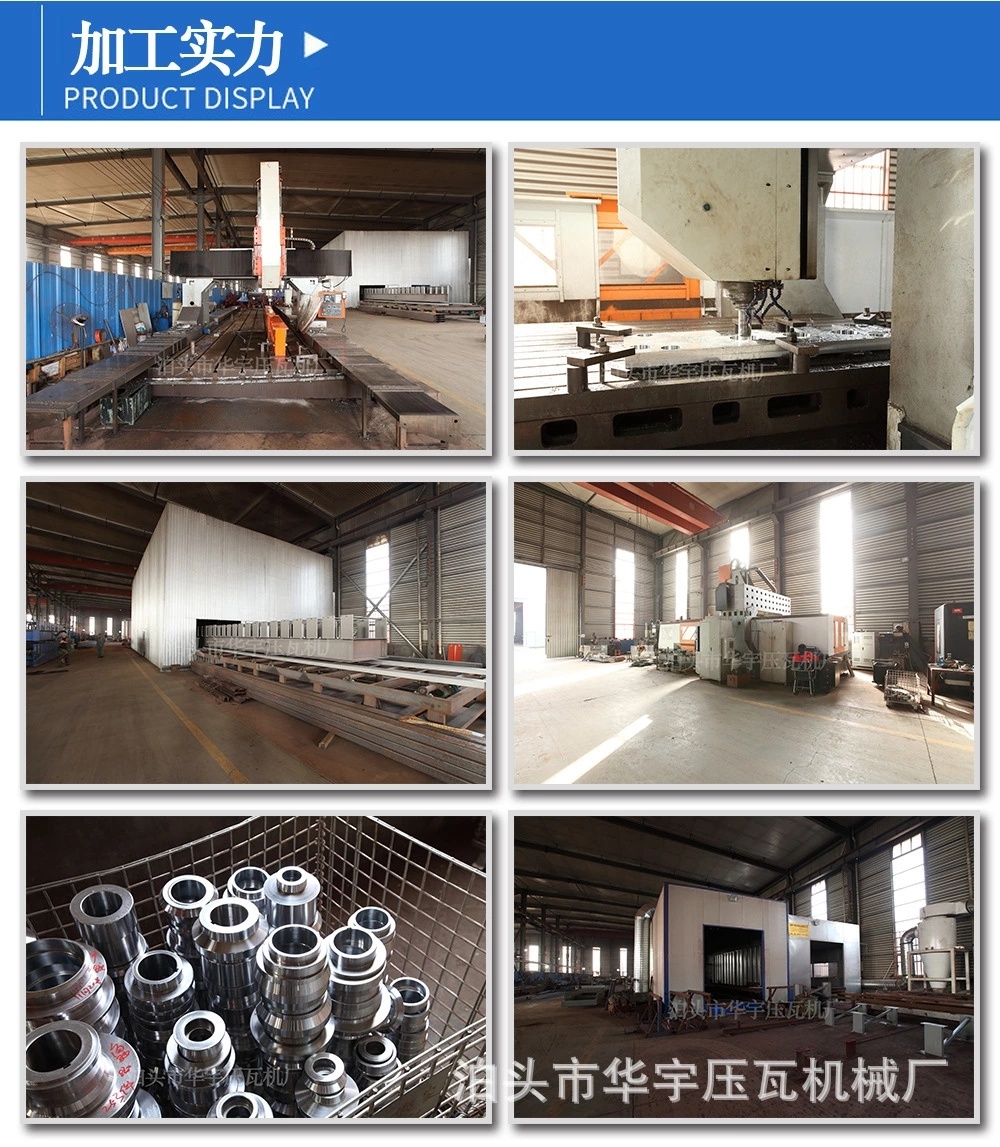
图文介绍


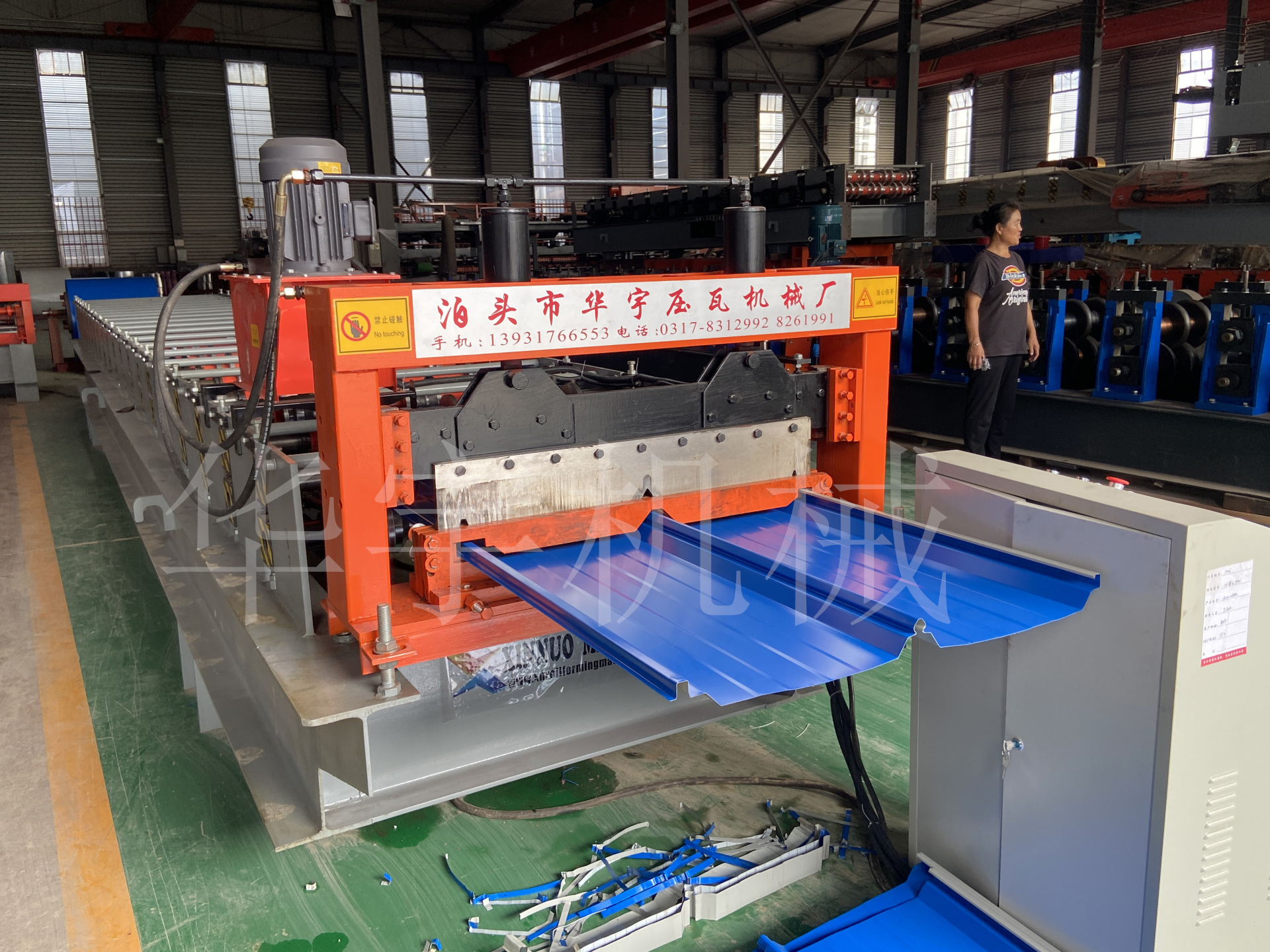

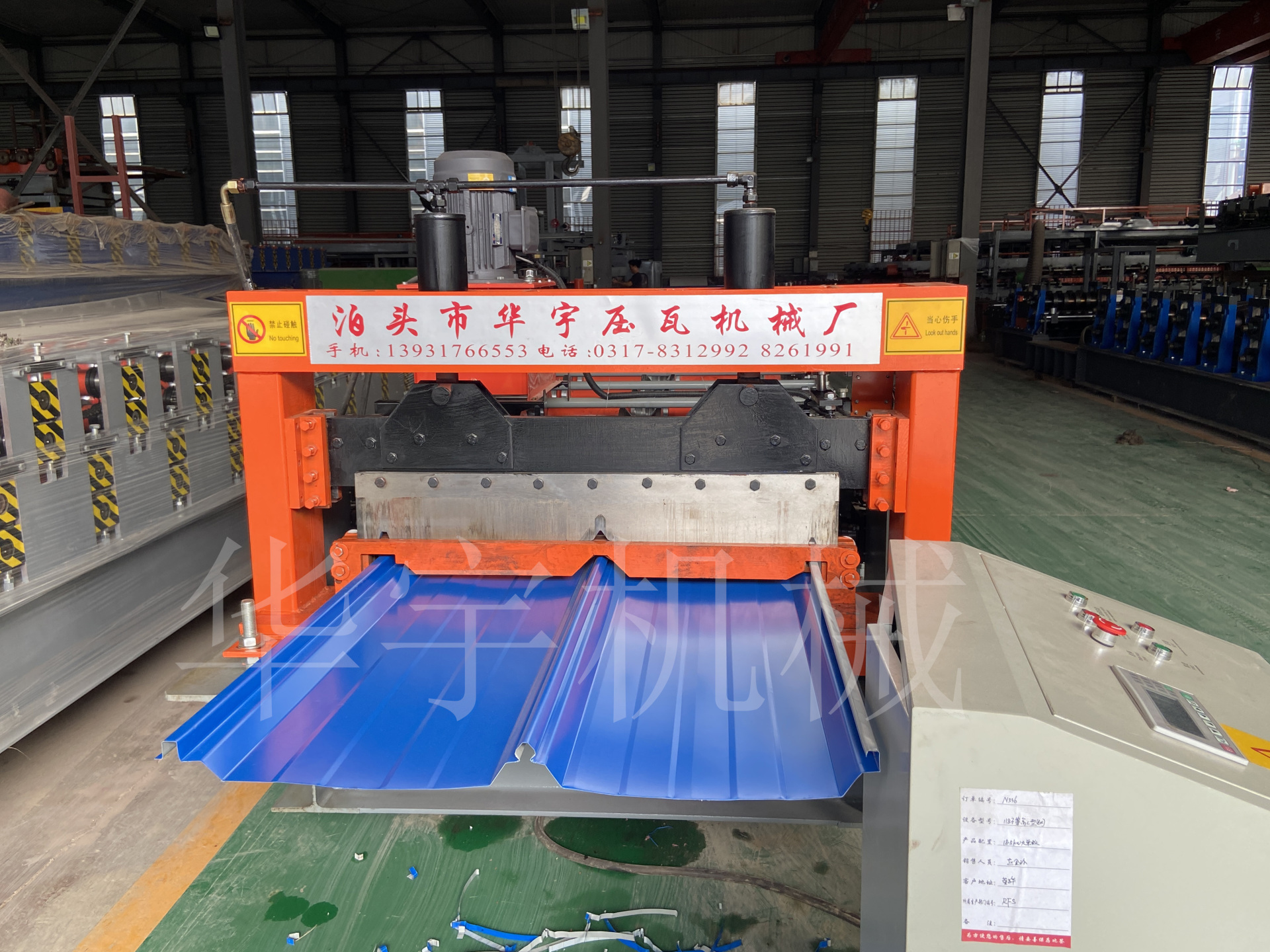
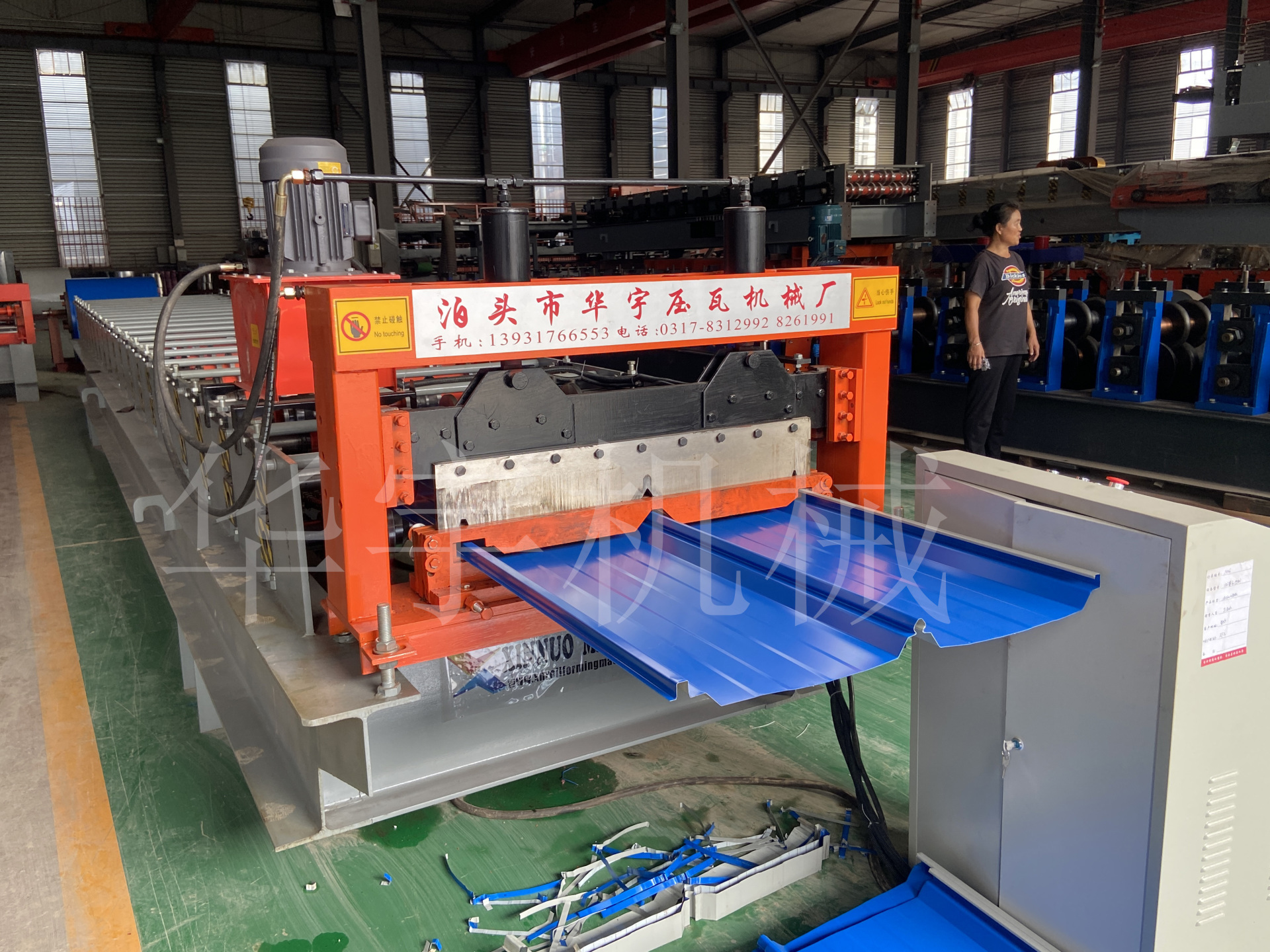
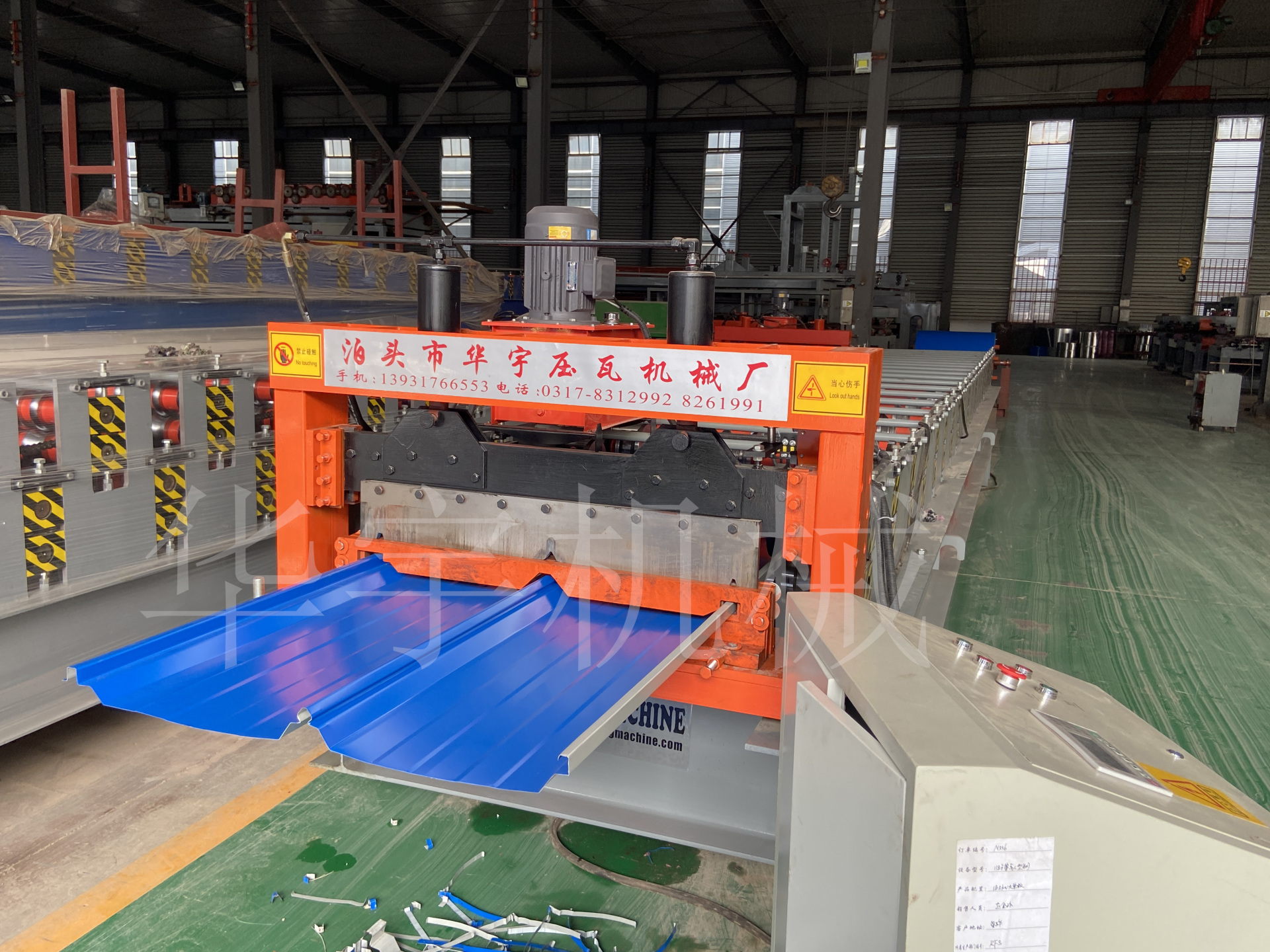
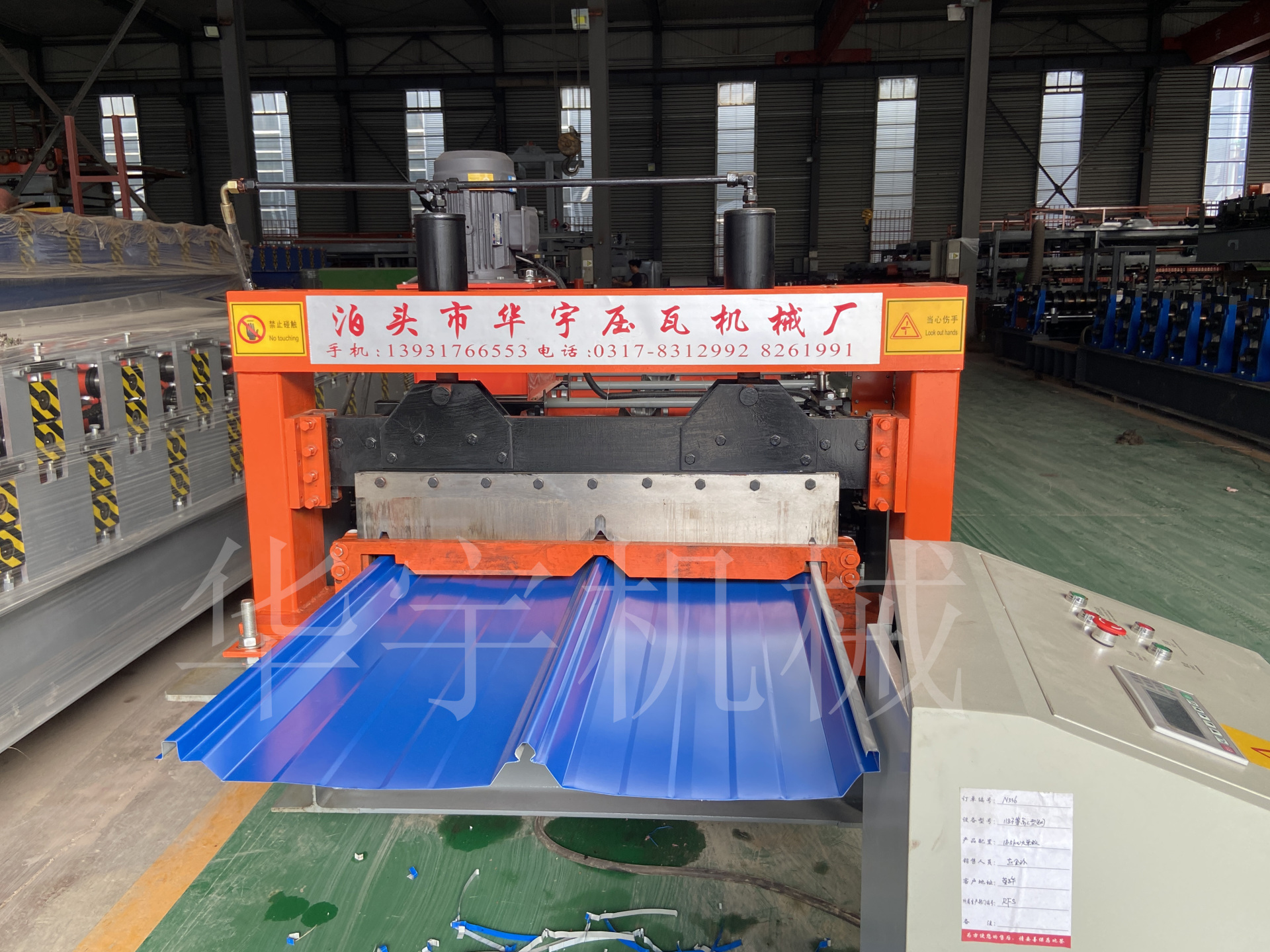
19排电脑全自动角驰820型压瓦机技术参数:
1、采用同步压,19排轴成型,板面平整。
2、机身采用450mmH钢焊接,中板采用14mm钢板焊接。
3、轴采用45#钢,加工后轴身尺寸φ72,模具轮采用45#钢加工成型,表面镀硬铬。
4、传动采用1寸链轮、链条传动(内挂式),6#5.5kw行星摆线式减速机,运动平稳,无噪音。(1-10排为1寸单排链条,10-19排为1寸双排链条)
5、中板连接采用铸钢拉板,确保机器在工作时不发生变型。
6、传动轴承采用优质210高速双密封轴承、免维护,以延长机器运转寿命。
7、剪切液压系统采用CDF-10齿轮泵,电机动力4kw,无噪音运行平稳,使用寿命长。
8、电脑控制系统采用高智能工业电子编程器PLC变频器控制系统,操作简单、精度准确,性能稳定,长度精度小于2mm,出板速度6-12米/分钟。
9、原料支撑架采用人工调节试,操作简便。
10、适用0.27mm-0.8mm的彩涂板或镀锌板。
11、设备重约5500kg左右,机器长9.7m,宽1.3m,高1.6m。






820角驰压瓦机设备跑偏怎么维修:
如果设备板向右面跑的话,需要用铁块垫到左面的角上,或者把右边的滚轴弄平,
第几轴跑偏就把第几轴弄平,上面的滚轴应该和下面的滚轴保持一致,
如果上面弄平的话,下面也应该弄平,均匀对称的滚轴是不能变的。
假如还不行,就先把彩钢压瓦机的机前、后两排对等的四角从大架调整到底轴上端的高度一致的位置,然后从一排到后一排,找一根线拉直,检查一下,
下轴是否在一条水平线上,把下轴左、右两边调成水平。
彩钢瓦设备一排和后一排找好对称点,然后紧固两边锁母,
在中间转轮的正中心前、后拉好一条直线,把上、下轴的间隙调整好后,
就可顺着直线调整机器。
企业简介

企业法人:
苑立新
企业类型:
个体工商户
成立日期:
2011-03-08
经营状态:
存续
工商注册号:
130981600090600
社会统一信用代码:
92130981MA097BY85E
组织机构代码:
MA097BY85
注册资金:
经营范围:
压瓦机、压瓦机配件、复合板机械设备、冷弯成型设备、彩卷生产销售、货物进出口贸易;房屋租赁**(依法须经批准的项目,经相关部门批准后方可开展经营活动;一般经营项目,可依法自主开展经营活动)
企业地址
店铺新品













- 产品参数
- 图文介绍
- 企业简介
- 企业地址
15613790178