





你可能还喜欢




- 产品参数
- 图文介绍
- 企业简介
- 企业地址
产品参数
品牌
源特
型号
E5015
牌号
源特
产地
河北
类型
堆焊焊条
材质
合金
焊芯直径
3.2-4.0-5.0
药皮性质
碱性焊条
直径
3.2-5.0
长度
350-400
焊接电流
80-120
电流幅度
220
工作温度
常温
适用范围
适用于厚度≤9mm圆管下行焊及下行角焊,下行对接坡口焊,也可用于厚度>9mm圆管下行打底焊。
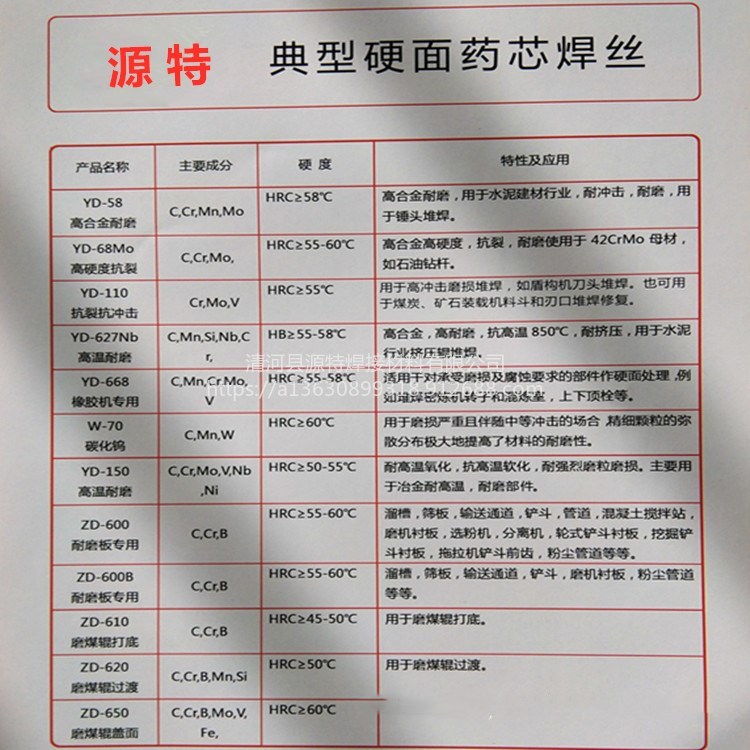
硬度HRC
45
订货号
656556
货号
322363
图文介绍


J507XG纤维素下向管道焊条 E7015焊条 E5015管道焊条
符合 GB/T 5118 E5015
相当 AWS A 5.5 E7015
说明:E507XG是低氢钠型药皮,管道立向下焊专用碳钢焊条。其特点是立向下焊时,熔渣不淌、电弧稳,并有一定吹力,脱渣容易,焊波平整。使用直流电源、焊条接正。具有良好的力学性能和抗裂性。 | |
用途:适用于厚度≤9mm圆管下行焊及下行角焊,下行对接坡口焊,也可用于厚度>9mm圆管下行打底焊。 |
元素 | C | Mn | Si | Cr | Ni | Mo | V | S | P | -- |
标准值 | ≤0.120 | 0.80-1.30 | ≤0.75 | ≤0.20 | ≤0.30 | ≤0.30 | ≤0.08 | ≤0.035 | ≤0.040 | -- |
熔敷金属化学成分(%)
熔敷金属力学性能:
试验项目 | 抗拉强度 Rm / MPa | 屈服强度 ReL或Rp0.2 / MPa | 伸长率 A / % | -30℃ 冲击吸收功 AKV / J |
标准值 | ≥490 | ≥400 | ≥22 | ≥27 |
例值 | 560 | 420 | 28 | 50-100 |
X射线探伤要求:I级
药皮含水量≤0.20%
焊条规格及参考电流(DC+)
焊条直径(mm) | 2.5 | 3.2 | 4.0 | 5.0 | |
焊条长度(mm) | 300 | 350 | 400 | 400 | |
电流范围(A) | 平焊 | 60-90 | 90-130 | 150-180 | 180-210 |
立、仰焊 | 50-80 | 80-110 | 120-150 | — | |
注意事项:
⒈焊前焊条须经350~400℃烘焙1h,随烘随用。
⒉焊前必须清除焊件的铁锈、油污、水分等杂质。
3.焊接时须用短弧操作,焊条宜直拖而下,也可作月牙型向下小幅摆动焊接。
企业简介

企业法人:
王利利
企业类型:
有限责任公司(自然人独资)
成立日期:
2019-09-25
经营状态:
-
工商注册号:
130534000214960
社会统一信用代码:
91130534MA0E5D3L3K
组织机构代码:
-
注册资金:
100.000000万人民币
经营范围:
焊接材料、耐磨材料销售;货物或技术进出口(国家禁止或涉及行政审批的货物或技术进出口除外)(依法须经批准的项目,经相关部门批准后方可开展经营活动)***
企业地址
店铺新品
-
-
 金桥焊条 D708碳化钨堆焊耐磨焊条 源特 焊材¥30.00
金桥焊条 D708碳化钨堆焊耐磨焊条 源特 焊材¥30.00 -
 源特牌碳化钨焊条D707堆焊耐磨电焊条电力¥30.00
源特牌碳化钨焊条D707堆焊耐磨电焊条电力¥30.00 -
-
-
 阀门耐磨焊丝 承压设备焊丝 不锈钢焊条齐全 轧辊 源特牌¥20.00
阀门耐磨焊丝 承压设备焊丝 不锈钢焊条齐全 轧辊 源特牌¥20.00 -
 源特牌YD302阀门焊丝 承压设备焊丝 锤头¥20.00
源特牌YD302阀门焊丝 承压设备焊丝 锤头¥20.00 -
 源特牌YD256阀门焊丝承压设备焊丝叶片¥20.00
源特牌YD256阀门焊丝承压设备焊丝叶片¥20.00


- 产品参数
- 图文介绍
- 企业简介
- 企业地址
13630899318