










- 产品参数
- 图文介绍
- 企业简介
- 企业地址
挂烫机模具 /模具生产厂家
电器注塑模具

电熨斗注塑模具 烫衣机注塑模具 烫衣器注塑模具 电熨斗烫注塑模具 
电熨斗外壳模具 烫衣机外壳模具 烫衣器外壳模具 电熨斗烫外壳模具
塑料电熨斗外壳模具 塑料烫衣机外壳模具 塑料烫衣器外壳模具 塑料电熨斗烫外壳模具

型号: | 按要求定制 |
腔数: | 1出1 |
模架: | LKM, ISM标准,HASCO 或按照客户要求 |
模具材质: | P20, 718H, H13, 2344, 2316, NAK80 |
模具流道系统: | 冷流道/热流道 |
设计软件: | UG; PROE; CAD |
塑料材质: | PP, ABS, HDPE, PC, PVC, PA6, PA66, PET etc. |
模具寿命: | 500,000次- 2,000,000次 |
模具尺寸: | 根据产品设计 |
模具重量: | 根据产品设计 |
样品: | 根据产品设计 |
普通模具交货期: | 35-50天 |
高要求精密模具 | 55-85天 |






















家用电器模具 电器模具制造
钳调车间按图纸、工艺、要求对零件修整、拆卸、划线、钻孔等; 拼装车间按图纸、工艺、技术要求二次加工小型零件(空刀、背刀等); 机加车间按图纸、工艺、技术要求精加工零件型面、轮廓(只限于本位拉延模); 钳调车间待零件的二次加工结束后,检查零件是否还有没加工和不合格处,如零件已加工完并合格,即可送热处理; 根据工艺要求分别进行整体热处理和表面热处理(热处理包含:淬火、退火、正火、调质、黑化处理、发蓝处理、渗碳淬火、渗氮淬火、盐浴、实效处理、表面火焰淬火等等)。其作用是使零部件的HRC值达到模具所需要的标准。
钳调车间将热处理合格的零件连同图纸一起送拼装车间,进行零件的精加工; 拼装车间按图纸、工艺、技术要求进行零件的精加工(平磨、圆磨、电加工等); 钳调车间按图纸、工艺、技术要求,二次拼装镶块到底板(固定座)上,紧固,送机加车间; 机加车间按图纸、工艺、技术要求精加工零件(型面、孔位、刃口等)合格后,送钳调车间; 钳调车间按图纸、工艺、技术要求修整型面、轮廓、刃口、安装附件等,直至符合图纸要求,完成模具的装配;
钳调车间对模具进行清洗、刷防锈油、刷漆、钉标牌等出厂前的工作和模具完善工作; 装配就是把加工好的零件组合在一起构成一副完整的模具。在这一过程中,仅仅把加工好的零件紧固,或是打入定位销等纯装配操作是少见的。一般都是在装配调整过程中进行一定的人工整修或机械加工。 钳调车间对模具进行调试、修整,直至调出合格的产品工序件,其中包括预验收、模具整改、客户的终验收; 钳调车间对模具进行清洗、刷防锈油、刷漆、钉标牌等出厂前的工作和模具完善工作。
冲压模制造完成以后,还在压力机上对其动态精度进行试冲压验,通过试冲压出的工序件检查来鉴别冲压模制造质量,并发现问题消除制造缺陷,达到合格的零件,这个过程叫做冲压模的制造调整。制造调整通常是在制造单位应用其试冲压设备进行的。 当模具移交给使用单位以后,在生产线上使用的压力机往往和制造单位压力机不相同,环境和条件也各有差别,所以模具移交后还进行试压验收,并在试冲压中再次检查发现问题,消除制造存在的缺陷,试冲压出合格的冲压产品。这个过程叫做使用调整。
制造调整和使用调整是冲压模试冲压调整的两个方面,俗称冲压模调整。冲压模调整可以发现冲压件的工艺性、冲压工艺设计、冲压模设计和冲压模制造等方面的问题,可以积累大量的原始资料和的实践经验。 模具制造和使用中的常见问题 模具表面质量对模具使用性能的影响 冲模凸、凹模工作表面粗糙度Ra值大,将造成凹模孔初期磨损增大,则凸、凹模之间间隙亦将随之增大; 导向副配合面的Ra值增大,将会破坏油膜,产生摩擦;Ra值过小,则易产生“咬合”,加速表面的破坏与磨损;
影响型面的疲劳强度,如凸模在工作时受压应力与拉应力交变载荷,Ra值大将产生部应力集中,其尖凹处易形成裂纹,造成疲劳损坏; 影响耐腐蚀性能,Ra值过大,其波凹处易积聚腐蚀性介质,产生化学腐蚀;其波峰面易产生电化学腐蚀。 模具爆裂的原因 模具材质不好在后续加工中容易碎裂; 热处理:淬火回火工艺不当产生变形; 模具研磨平面度不够,产生挠曲变形; 设计工艺:模具强度不够,刀口间距太近,模具结构不合理,模板块数不够无垫板垫脚;
日期:2023-6-4 辉




-
 #黄岩塑胶模具生产#浙江塑胶学生饭盒模具加工厂#专做塑料保鲜盒模具制造#黄岩注塑饭盒模具制作#大塑胶模具生产
¥2.40万
#黄岩塑胶模具生产#浙江塑胶学生饭盒模具加工厂#专做塑料保鲜盒模具制造#黄岩注塑饭盒模具制作#大塑胶模具生产
¥2.40万 -
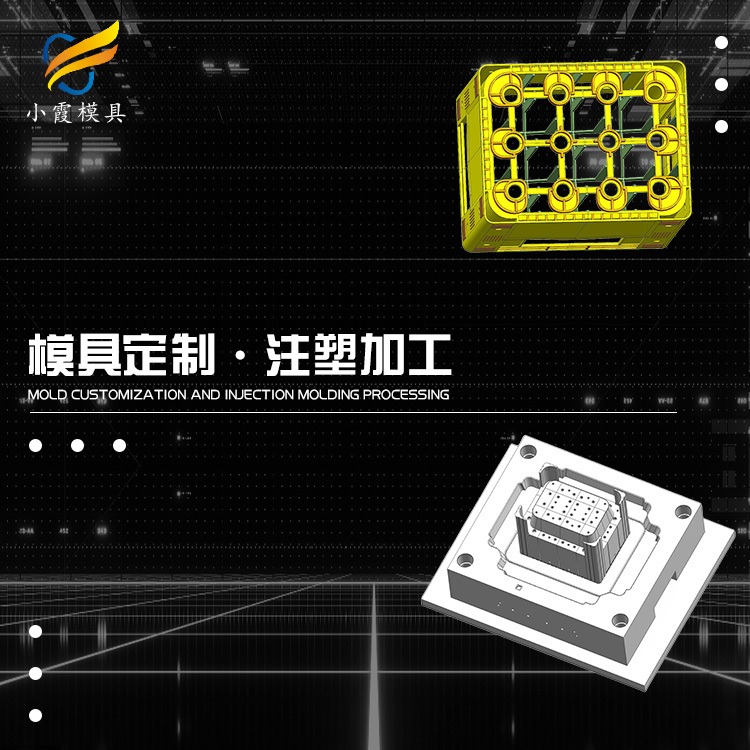
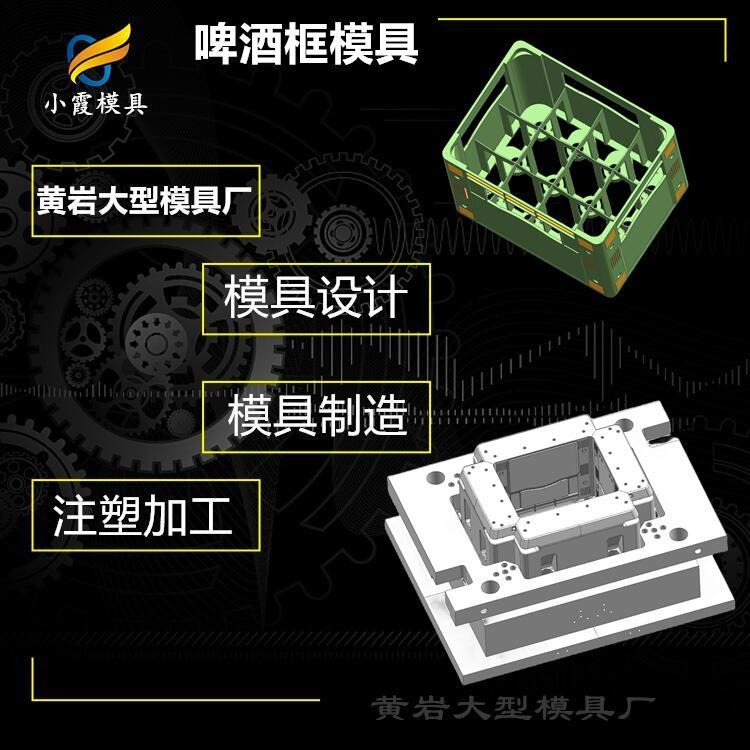
 #制作塑料模具公司#台州塑胶豆奶瓶框模具加工厂#专做塑胶啤酒筐模具制作#专做啤酒瓶框塑料模具制造#黄岩塑胶模具生产
¥12.70万
#制作塑料模具公司#台州塑胶豆奶瓶框模具加工厂#专做塑胶啤酒筐模具制作#专做啤酒瓶框塑料模具制造#黄岩塑胶模具生产
¥12.70万 -
 #专做塑胶模具生产#浙江塑胶酒瓶框模具厂商#浙江豆奶瓶箱注塑模具加工#黄岩豆奶瓶筐塑胶模具制造#制作塑料模具公司
¥11.70万
#专做塑胶模具生产#浙江塑胶酒瓶框模具厂商#浙江豆奶瓶箱注塑模具加工#黄岩豆奶瓶筐塑胶模具制造#制作塑料模具公司
¥11.70万 -
 #台州塑胶模具生产#台州汽水框塑胶模具厂商#台州塑胶汽水箱模具厂家#浙江啤酒框塑胶模具制作#专做塑胶模具生产
¥10.70万
#台州塑胶模具生产#台州汽水框塑胶模具厂商#台州塑胶汽水箱模具厂家#浙江啤酒框塑胶模具制作#专做塑胶模具生产
¥10.70万 -
 #大型塑胶模具生产#做塑胶啤酒瓶筐模具厂商#黄岩酒瓶筐塑胶模具厂家#黄岩塑胶汽水箱模具制作#台州塑胶模具生产
¥9.70万
#大型塑胶模具生产#做塑胶啤酒瓶筐模具厂商#黄岩酒瓶筐塑胶模具厂家#黄岩塑胶汽水箱模具制作#台州塑胶模具生产
¥9.70万
- 产品参数
- 图文介绍
- 企业简介
- 企业地址