









- 产品参数
- 图文介绍
- 企业简介
- 企业地址
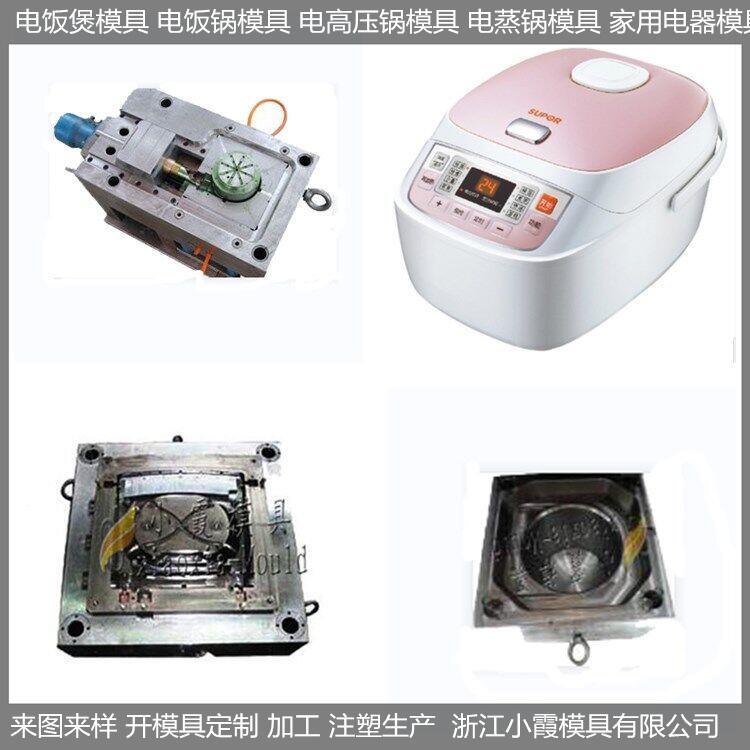
电饭煲模具 /大型注塑模具制造加工
电器注塑模具

电饭煲塑料外壳模具,电饭锅塑胶模具,塑料电饭锅模具,

电饭煲塑胶壳模具,电饭锅壳模具,电饭锅塑料外壳模具,

塑胶电饭煲模具,电饭煲塑料模具,电饭锅塑胶壳模具,电饭煲壳模具

型号: | 按要求定制 |
腔数: | 1出1 |
模架: | LKM, ISM标准,HASCO 或按照客户要求 |
模具材质: | P20, 718H, H13, 2344, 2316, NAK80 |
模具流道系统: | 冷流道/热流道 |
设计软件: | UG; PROE; CAD |
塑料材质: | PP, ABS, HDPE, PC, PVC, PA6, PA66, PET etc. |
模具寿命: | 500,000次- 2,000,000次 |
模具尺寸: | 根据产品设计 |
模具重量: | 根据产品设计 |
样品: | 根据产品设计 |
普通模具交货期: | 35-50天 |
高要求精密模具 | 55-85天 |






















家用电器模具 电器模具制造
一般设计截面为圆形 从加工方便性来看一般设计为U形﹐V形﹐梯形﹐正六边形 分流道的断面形状及尺寸大小﹐应根据塑件的成型体积﹐塑件壁厚﹐塑件形状﹐所用塑料工艺特性﹐注射速率﹐分流道长度等因素来确定。 分流道的布置形式有平衡式进料和非平衡式进料两种形式。平衡式进料就是保証各个进料口同时均衡地进料﹐非平衡式进料就是各个进料口不能同时均衡地进料﹐一般要做模流分析来进行评估。 定义﹕浇口又称进料口或内流道。它是分流道与塑件之间狭窄的部份﹐也称浇注系统短小的部份﹔
作用﹕能使分流道输送过来的熔融塑料的流速产生加速度﹐形成理想的流态﹐顺序﹐并速速地充满型腔﹐同时还起著封闭型腔熔料倒流的作用﹐并在成型后便于使浇口与塑件分离。 普通侧浇口(边缘浇口)﹕ 扇形浇口﹕常用来成型宽度较大的薄片状塑件 潜伏式浇口(我公司大多采用此种方式) 3>.浇口位置的选择 浇口选择有阻挡物近的距离。 浇口的尺寸及位置选择应避免产生喷射和蠕动。 浇口应开设在塑件断面厚处。
浇口位置的选择应使塑料流程短﹐料流变向少。 浇口位置选择应有利于型腔内气体的排出。 浇口位置的选择应减少或避免塑件的熔接痕增加熔接牢度。 浇口位置的选择应料流将型腔﹐型蕊﹐嵌件挤压变形。 冷料穴是用来储臧注射间隔期间产生的冷料头的﹐冷料进入型腔而影响塑件质量﹐并使熔料能顺利地充满型腔﹐冷料穴又称冷料井。 钩形(工形)拉料杆 拉料穴﹕A.带顶杆﹔ B.不带顶杆 结构设计需要哪些知识
个人见解,仅供参考! 对一个作结构的新手来说,至少要搞清楚模具(塑胶模/压铸模/五金模)方面的原理; 模具制造工艺(也就是说你将来作图时要考虑能不能出模,怎样出模,是否是方便模具制造,以及影响模具的使用寿命等) 模具工作原理(就是说你在作图时要考虑此产品的出模方式会不会影响以后的正常生产;如注塑缺陷,生产效率低等) 首先,你要搞清楚你面对的产品类型;(家电类,通讯类还是其实的)因为每个类型它的行业标淮/测试标淮等都是不同的;这些都会影响到你以后作图的.
其次,在满足产品功能的前提下尽可能的将图用的简单化,考虑到以后模具的便于制造与维修; 对注塑工艺要有相关了解;(如经常有顶白/顶高/困气/夹水线/气纹/气泡/托花/缩水等) 对塑料/五金的相关知识要熟悉;不同材质其特性.均不同;所以对设计中各个零件的要求来选材料是很重要, 这将影响以后你所设计的产品的成本,性等; 注塑件缺陷的原因及其补救方法 注塑件缺陷的特征 注塑过程不,因为模腔没有填满塑料或注塑过程缺少某些细节。
日期:2023-6-4 辉




-
 #黄岩塑胶模具生产#浙江塑胶学生饭盒模具加工厂#专做塑料保鲜盒模具制造#黄岩注塑饭盒模具制作#大塑胶模具生产
¥2.40万
#黄岩塑胶模具生产#浙江塑胶学生饭盒模具加工厂#专做塑料保鲜盒模具制造#黄岩注塑饭盒模具制作#大塑胶模具生产
¥2.40万 -
 #制作塑料模具公司#台州塑胶豆奶瓶框模具加工厂#专做塑胶啤酒筐模具制作#专做啤酒瓶框塑料模具制造#黄岩塑胶模具生产
¥12.70万
#制作塑料模具公司#台州塑胶豆奶瓶框模具加工厂#专做塑胶啤酒筐模具制作#专做啤酒瓶框塑料模具制造#黄岩塑胶模具生产
¥12.70万 -
 #专做塑胶模具生产#浙江塑胶酒瓶框模具厂商#浙江豆奶瓶箱注塑模具加工#黄岩豆奶瓶筐塑胶模具制造#制作塑料模具公司
¥11.70万
#专做塑胶模具生产#浙江塑胶酒瓶框模具厂商#浙江豆奶瓶箱注塑模具加工#黄岩豆奶瓶筐塑胶模具制造#制作塑料模具公司
¥11.70万 -
 #台州塑胶模具生产#台州汽水框塑胶模具厂商#台州塑胶汽水箱模具厂家#浙江啤酒框塑胶模具制作#专做塑胶模具生产
¥10.70万
#台州塑胶模具生产#台州汽水框塑胶模具厂商#台州塑胶汽水箱模具厂家#浙江啤酒框塑胶模具制作#专做塑胶模具生产
¥10.70万 -
 #大型塑胶模具生产#做塑胶啤酒瓶筐模具厂商#黄岩酒瓶筐塑胶模具厂家#黄岩塑胶汽水箱模具制作#台州塑胶模具生产
¥9.70万
#大型塑胶模具生产#做塑胶啤酒瓶筐模具厂商#黄岩酒瓶筐塑胶模具厂家#黄岩塑胶汽水箱模具制作#台州塑胶模具生产
¥9.70万
- 产品参数
- 图文介绍
- 企业简介
- 企业地址