








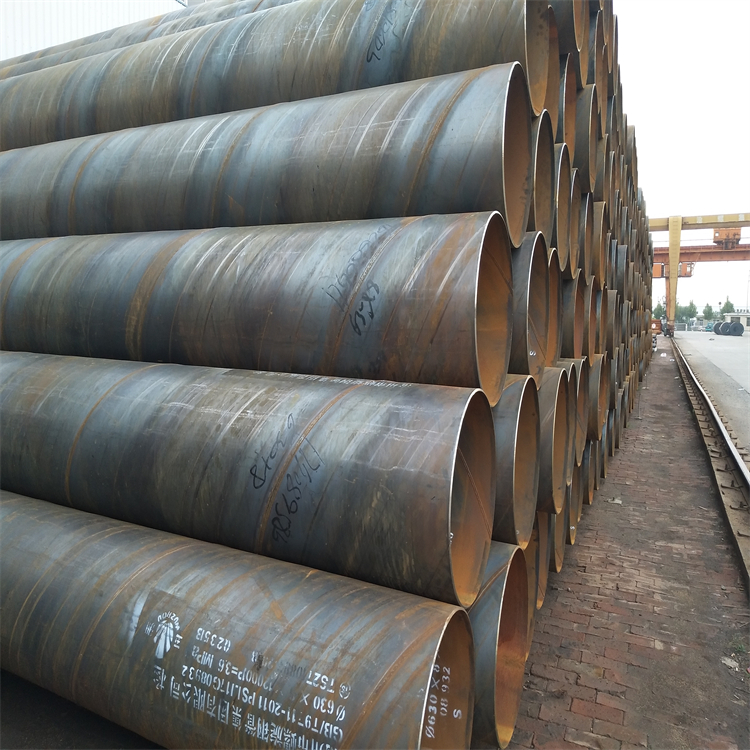
沧州螺旋钢管厂家价格五洲品牌 沧螺集团生产 专业生产 30年实体工厂 国标 流体 DN1800 排水用 供水用
|
价格
|
¥3900.00
|
| 起订量 | 1吨 |
|
325*12
|
100吨可售 |
|
720*8
|
100吨可售 |
|
820*12
|
100吨可售 |
|
820*6
|
100吨可售 |
|
920*12
|
100吨可售 |
|
920*10
|
100吨可售 |
|
820*8
|
100吨可售 |
|
630*12
|
100吨可售 |
|
630*16
|
100吨可售 |
|
1820*10
|
100吨可售 |
|
2020*12
|
100吨可售 |
|
478*14
|
100吨可售 |
|
1420*12
|
100吨可售 |
|
1420*14
|
100吨可售 |
|
1220*9
|
100吨可售 |
|
1420*9
|
100吨可售 |
|
1620*14
|
100吨可售 |
|
1820*14
|
100吨可售 |
|
1820*18
|
100吨可售 |
|
2020*14
|
100吨可售 |
|
2020*16
|
100吨可售 |
|
1220*8
|
100吨可售 |
|
1220*14
|
100吨可售 |
|
1420*20
|
100吨可售 |
|
1620*20
|
100吨可售 |
|
2020*20
|
100吨可售 |
|
1220*16
|
100吨可售 |
|
1220*18
|
100吨可售 |
|
1620*12
|
100吨可售 |
|
1820*12
|
100吨可售 |
|
2020*10
|
100吨可售 |
|
2020*18
|
100吨可售 |
|
多种型号可咨询
|
100吨可售 |




- 产品参数
- 图文介绍
- 企业简介
- 企业地址
埋弧焊接过程
螺旋钢管焊接方式为埋弧焊;成型工艺,前摆式断续生产;机组速度,0.5--3m/min;焊接速度,0.5--3m/min。机组由开卷机、矫正机、对中装置、液压剪、铣焊机、圆盘剪、铣边机、板面清扫设备、递送机、板边预弯设备、成型机、内焊、外焊、飞边、拨出、倒渣、补焊、平头倒棱、水压检验、成品检验、除油收集组成。螺旋钢管的埋弧焊接全过程如下:
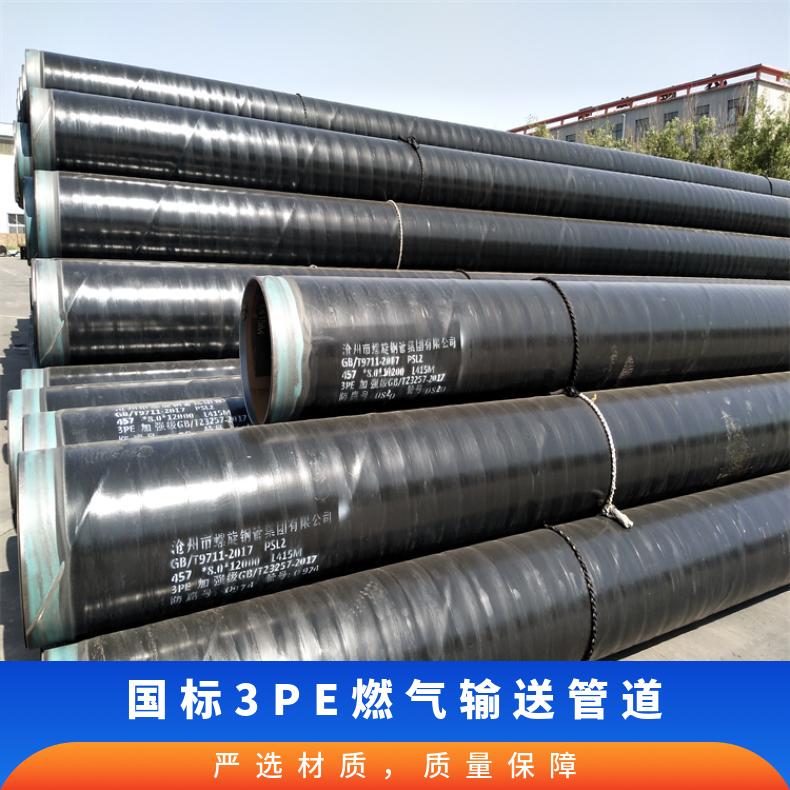
螺旋钢管-埋弧焊的原理:埋弧焊是利用电弧热能进行焊接的,与手工焊条电弧焊不同的是:埋弧焊的焊丝是裸露的,上面没有涂料,埋弧焊的确焊剂是预先铺在待焊处的,埋弧焊焊丝伸入焊剂中,电弧是在焊剂下燃烧的。焊丝与工件接触,按下启动按动钮后,焊丝与工件通电的瞬间,焊丝回抽,电弧引燃,焊接小车向前进,焊丝连续下向输送,维持电弧在焊剂层下燃烧,在电弧下方形成焊接熔池。在电弧周围,焊剂熔化形成一个空洞,。这个空洞和熔池不断前进,而熔池后方的金属凝固,形成连续的焊缝。这个过程由于是在焊剂下进行的,因此,我们用肉眼是看不到的。借助于X射线摄影可以看到。
由于螺旋钢管采用埋弧自动焊的焊接技术,除了此种的生产效率高;生产辅助时间少,节省了换焊条的时间;焊接条件干净无飞溅,节省了清理的时间;焊缝质量高。也为螺旋钢管厂的交货提供了必要的条件,使得量大的螺旋钢管生产时间得到保证,因此还是被广泛采用着。
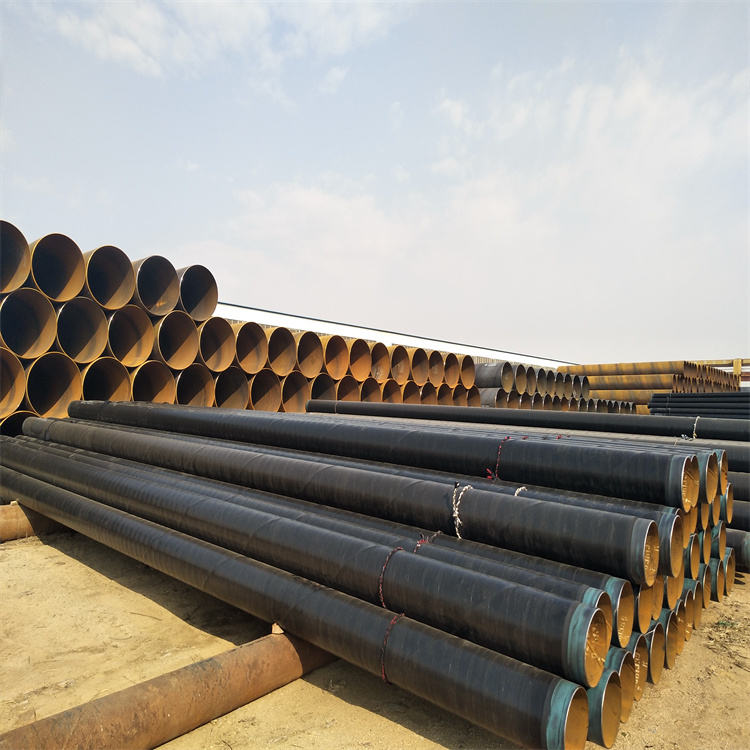
螺旋缝埋弧焊钢管是将带钢按螺旋形弯曲成形,用埋弧自动焊进行内缝和外缝的焊接制成螺旋缝钢管。由于以下原因它能广泛地应用于大口径钢管的生产中:
1)只要改变成形角度,就可以用同一宽度的带钢生产各种口径的钢管;
2)因为是连续弯曲成形,所以钢管的定尺长度不受限制;
3)焊缝螺旋形均匀地分布在整个钢管圆周上,所以钢管的尺寸精度高,强度也较高;
4)设备费用便宜,易于变更尺寸,适合于小批量、多品种钢管的生产。
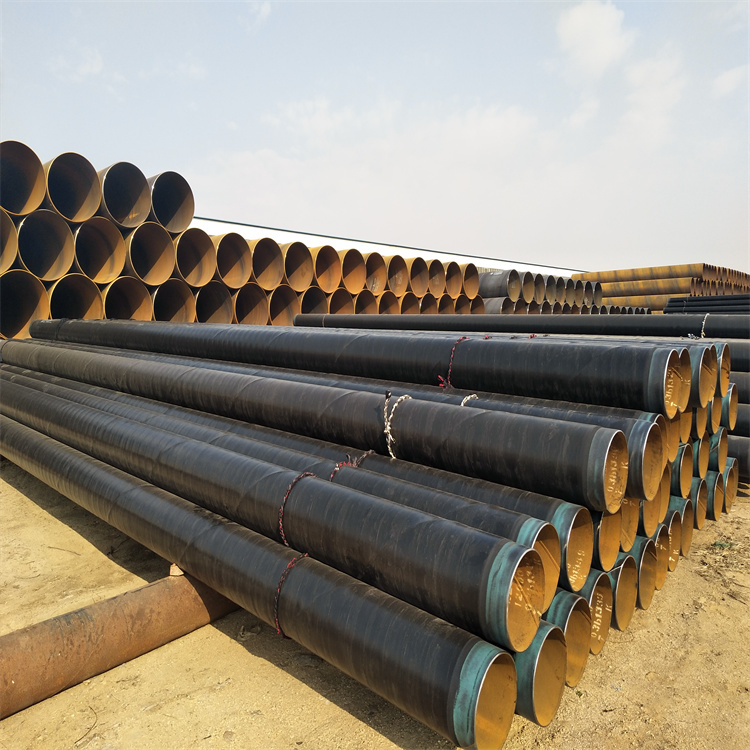
焊缝种类
大口径螺旋钢管的焊缝种类
对接焊焊缝:就是把两截钢管连接在一起而形成的环形焊缝。
钢带对头焊焊缝:就是螺旋缝钢管上钢板或钢带头尾相接的焊缝。
定位焊焊缝:就是把施焊前,用于固定对接边缘的焊缝。
大口径螺旋钢管焊缝表面要求
大口径螺旋钢管焊缝外形应均匀规整,过渡平缓,焊缝表面不得有断弧、烧穿、裂纹、结疤、折叠、弧坑等缺陷。














- 产品参数
- 图文介绍
- 企业简介
- 企业地址