



- 产品参数
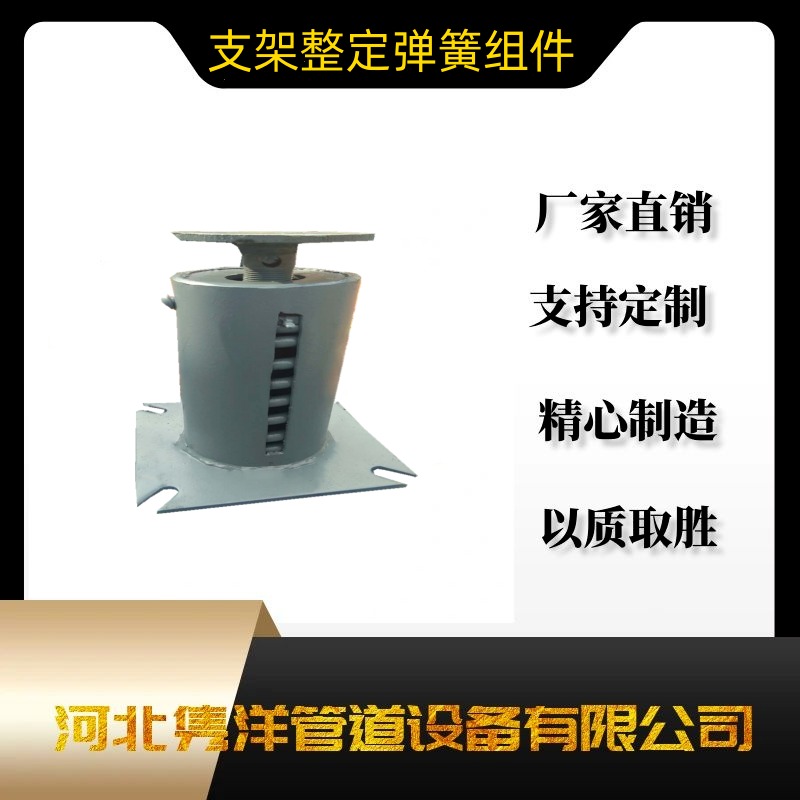
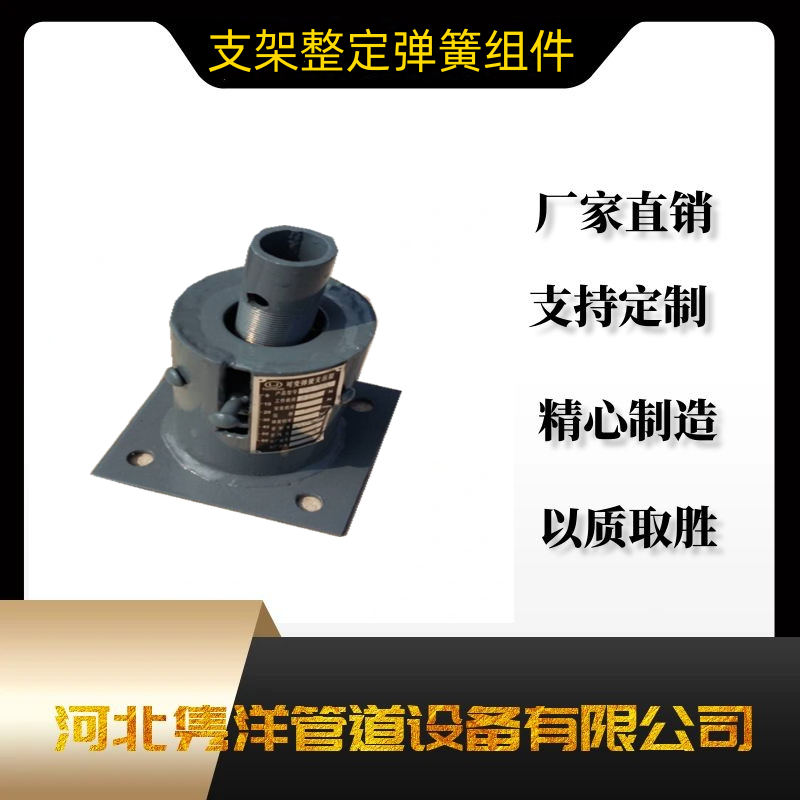
- 图文介绍
- 企业简介
- 企业地址


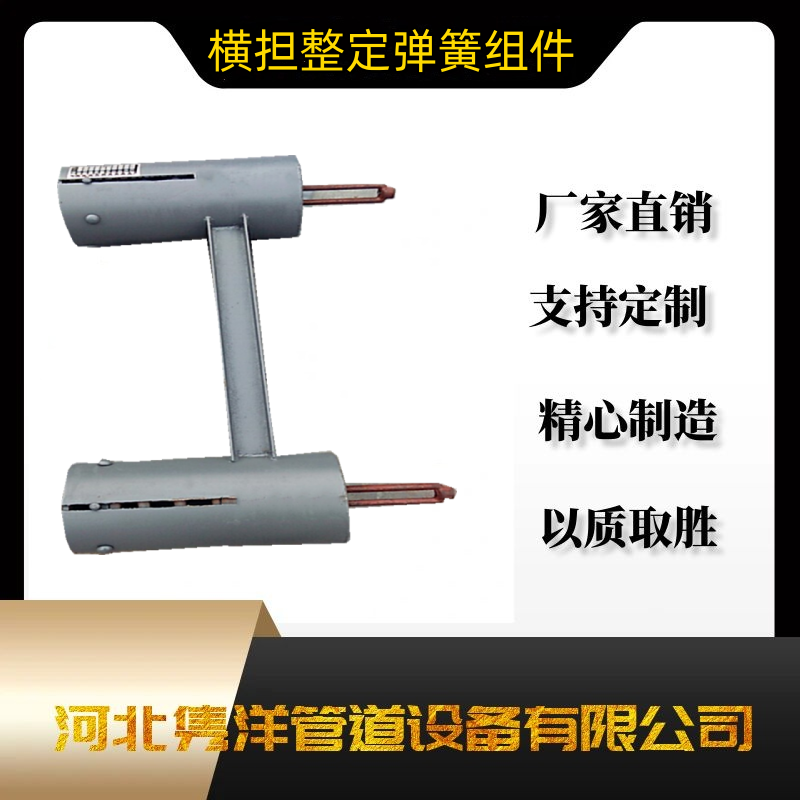
弹簧支吊架的技术要求与检验标准
材料
1,材料应符合施工图规定的国家标准和行业标
2,准的要求,钢厂应有制造厂的材质证明书,弹簧支吊架生产厂应按材质证明书进行验收。
3,弹簧材料选用60si2mn, 65si2mnwa, 热处理后硬度值分别为HRC45---50,HRC47—52.
4.锻件应符合JB4726中Ⅱ级锻件的要求。
一.制造
1. 弹簧制造按GB1239.2和GB1239.4的规定。
2. 焊接采用手工电弧焊,其焊缝结构按GB985的有关规定。
3. 机械加工表面和非机械加工表面的未注公差的极限尺寸分别按GB/T1804规定的m级和c级。
4. 弹簧支吊架全部组装完毕后,螺纹表面及转动部位应涂润滑脂保护。
5. F型弹簧支吊架,其荷重板上粘贴聚四氟乙烯板时应满足以下要求:
在常温下,剥离强度≥6N/cm, 剪切强度≥0.4Mpa.
1, 弹簧检验按GB1239.2和GB1239.4的规定。
2, 冷卷弹簧其外径,弹簧轴心线对两端面的垂直度按1级精度。
3, 热卷弹簧其弹簧轴心线对两端面的垂直度不得超过0.02H。
4, 弹簧热处理后的硬度值:60Si2Mn为HRC45—50, 65Si2MnWA为HRC47—52。
5, 弹簧支吊架顶,底板与筒体轴心线的垂直度偏差不大于0.005H.
6, 装配 时以工作荷载为基准,将指示板的指示线对准铭牌上的工作荷载所对应的刻度线,其偏差为±0.5mm.
7, 弹簧支吊架组装完毕后,根据用户要求的工作荷载,安装荷载分别在铭牌的相应位置敲上英文字母H, C.
8, 弹簧支吊架在加载卸载过程中,应动作灵活,不能有卡阻现象。
9, 弹簧支吊架组装和油漆完毕后,根据设计要求的按装荷载用上下定位块锁住弹簧,然后用镀锌丝捆扎。
10, 弹簧支吊架装配后,应能承受2倍的工作荷载,并持续5分钟不破坏。

- 产品参数
- 图文介绍
- 企业简介
- 企业地址